

傳統的噴涂過程是將過濾后的壓縮空氣作為涂料載體,其涂料過噴和液滴反彈現象嚴重,導致涂料和溶劑消耗量增大,成本較高。改良型氮氣噴涂技術則是用高純度、恒溫且攜帶電離電荷的氮氣替代壓縮空氣作為涂料載體。目前氮氣噴涂技術在國外汽車涂裝已經有了比較廣泛的應用,意大利Ferrari車身生產線、美國Nissan車身生產線和豐田汽車在英、美等國的保險杠生產線,無論是手工噴涂還是旋杯噴涂均有成熟應用,在國內雖也有應用實例,但并不廣泛,只在小型零部件廠有應用涂料在線coatingol.com。2018年2月,氮氣噴涂技術在一汽解放涂裝車間開始應用,一汽解放成為國內率先應用氮氣噴涂技術的商用車廠。
1 氮氣噴涂概述
1.1 氮氣制備流程
壓縮空氣首先通過過濾器,過濾后的壓縮空氣再經過氮氣生成裝置生成純度在95%以上的氮氣,多余氮氣可以儲存在氮氣緩沖罐中,氮氣經過加熱后用于噴涂。電離版的氮氣設備需要經過消靜電裝置生成電離的氮氣,然后再經加熱生成加溫氮氣。
1.2 氮氣生成原理
傳統的壓縮空氣通過氮氣噴涂設備聚合纖維膜時,各種氣體分子在膜中溶解度和擴散系數的差別,導致不同氣體分子在膜中相對滲透速率不同。當壓縮空氣進入膜后,單位時間內氧氣、水蒸氣等滲透速率相對高的氣體分子透過管壁并排空,而氮氣則在管中富集從管的另一端輸出。
1.3 氮氣輔助加熱系統
將分離出的高純度氮氣加熱到一定溫度,保證氮氣噴涂過程中涂料溫度恒定,不易受噴涂環境溫度的影響,參照涂料的施工溫度設置加熱溫度,最大程度地保證涂料最佳施工溫度。氮氣加熱到一定溫度后,涂料施工黏度也相應降低,從而減少稀釋劑用量,降低VOC排放。
1.4 氮氣電離裝置
氮氣電離裝置一般用于噴涂非金屬工件,因為對于金屬件表面產生的靜電電荷可以通過接地消除,而對于非金屬工件來說,其表面不僅很容易產生靜電電荷,而且表面的靜電電荷很難通過接地消除,嚴重的還會與周圍的金屬導體(支架或人體)發生靜電放電。工件表面產生的靜電電荷由于靜電吸附作用會吸附懸浮的顆粒或毛屑而導致出現漆面質量缺陷,電離裝置可以電離氮氣分子,通過電荷同性相斥異性相吸的原理,使得工件表面吸附相應的電荷以達到中和,中和后的工件減少了環境中顆粒毛屑的吸附,提高噴涂質量,同時有效降低過噴。
2 氮氣噴涂優勢
2.1 穩定單一的涂料載體
壓縮空氣中含有多種分子,且各分子的粒徑和速度都不相同,在噴涂過程中會出現紊流現象,造成涂料過噴浪費。但在氮氣噴涂中,氮氣純度高達95%以上,涂料載體分子單一穩定,不會產生紊流現象,既節約了涂料,又保證了噴涂的穩定性,提升涂層噴涂質量。
2.2 涂料霧化更均勻
氮氣分子運動速度比空氣分子快1倍(0.1 MPa),體積比空氣分子更小,在同等噴涂質量條件下,氮氣噴涂使用更低的涂料霧化壓力,壓力的降低不僅節約壓縮空氣使用量,而且減少涂料液滴的過噴和反彈,減少噴房內漆霧,改善噴涂環境,從而可延長噴房內過濾濾芯的使用壽命。
2.3 涂料流平效果更好
氮氣設備有集成加熱功能,可以間接降低涂料黏度,而且氮氣幾乎不溶于有機溶劑,不與涂料發生任何反應。因此相比空氣噴涂,氮氣更有助于涂料噴涂后的流平,提高涂層外觀目視效果。
2.4 提高良品率
氮氣通過氣體選擇性滲透原理生成,壓縮空氣在滲透之前需要經過三道過濾系統,保證了生成的氮氣更加潔凈,而且電離的氮氣分子通過異性電荷的中和作用,能夠消除工件表面的靜電,減少顆粒和毛屑的吸附,從而降低纖維毛、顆粒等缺陷,提高良品率。
3 氮氣設備在一汽解放的應用
一汽解放駕駛室涂裝線主要生產J6、J7及相關軍品駕駛室,目前涂裝工藝采用溶劑型3C2B工藝。為了進一步提升駕駛室的漆面質量,提高手工噴涂的效率,降低涂料的消耗,2018年初,氮氣技術在一汽解放涂裝車間開始應用,安裝在面漆線罩光噴涂4個手工噴涂工位,采用氮氣為“一拖一”型,設備型號為Nitro master,該型號的氮氣設備體積小巧,便于移動。
3.1 設備安裝調試
改良型氮氣設備安裝在涂裝車間面漆線罩光段手工噴涂工位,通過三通閥將原有壓縮空氣進氣管及出口接頭保留,并將氮氣噴涂設備進氣管連接,分出一個恒溫且高純度的氮氣出口接頭,保證該工位可以切換壓縮空氣和氮氣噴涂兩種方式。由于氮氣設備安裝在潔凈間,因此要求氮氣設備為二級防爆產品,且設備接地性能良好,安裝符合國家相關標準及法規要求,保證使用安全。氮氣設備的安裝較為簡單,主要是對壓縮空氣管路的改造以及工位氮氣接頭的安裝,建議采用三通閥保留壓縮空氣的接頭,可以保證在氮氣設備出現問題時隨時切換到壓縮空氣狀態,保證生產。
氮氣設備的調試主要是調整氮氣的壓力和溫度,針對不同的生產現場條件,尋求最優的壓力和溫度,達到最佳的使用效果,目前設備的壓力為0.5 MPa,溫度為50 ℃,效果是最佳的。
3.2 氮氣噴涂效果跟蹤
在設備調試完成后,對氮氣噴涂后的漆面橘皮、節約涂料和膜厚提升進行跟蹤和統計,分析氮氣作為涂料載體后的漆面質量效果。
3.2.1 漆面橘皮
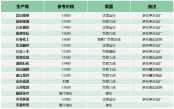
分別跟蹤和統計空氣噴涂和氮氣噴涂后駕駛室漆面橘皮度(LW和SW)
結論:氮氣噴涂的漆面橘皮度優于空氣噴涂,LW值降低3 ~ 5個點,SW值降低4 ~ 7個點,且氮氣噴涂駕駛室漆面目視效果明顯優于空氣噴涂。
3.2.2 節約涂料
在相同噴涂條件下,在生產線上進行小批量噴涂試驗,對比空氣和氮氣噴涂的涂料消耗情況,得出相應的載體的單臺涂料消耗。
結論:相比于空氣噴涂,氮氣噴涂涂料利用率更高,可節約涂料8.6%。
氮氣設備投產并批量穩定生產后,對現場涂料消耗連續跟蹤了3個月,驗證空氣和氮氣噴涂的涂料消耗情況,得出相應載體涂料消耗數據。
結論:經生產線噴涂驗證,相比空氣噴涂,氮氣噴涂技術可節約涂料10.4%,具備生產線推廣應用前景。
3.2.3 膜厚提升
在相同噴涂條件下,對空氣和氮氣載體進行噴涂試驗,得出相應載體同一點位置的膜厚數據。
結論:在相同噴涂條件下,氮氣噴涂的膜厚有上升趨勢,比空氣噴涂膜厚提高了約7%,可見在保證噴涂一定膜厚的前提下,采用氮氣噴涂技術,可以適當降低噴涂壓力,從而實現節約涂料、降低VOC排放的目標。
4 結語
駕駛室漆面外觀質量的提升一直是涂裝工藝研究的重要課題,通過氮氣噴涂技術在生產線的應用來看,氮氣噴涂不僅能改善漆面外觀質量,還能節約涂料,達到提質降本的效果,氮氣噴涂值得推廣應用,而且氮氣技術不僅能應用于手動或自動噴槍,也能應用于溶劑型涂料或水性涂料,在未來新增機器人或改造水性漆后仍可繼續使用,具有前瞻性。
 “熬”出來的偉大!三棵樹戈6玄奘之路見證企業韌性生長
“熬”出來的偉大!三棵樹戈6玄奘之路見證企業韌性生長
 562.21億元!三棵樹榮登《中國500最具價值品牌》涂料榜第一!
562.21億元!三棵樹榮登《中國500最具價值品牌》涂料榜第一!
 彩涂板突破千億,粉末涂裝迎來新機遇
彩涂板突破千億,粉末涂裝迎來新機遇
 中東地緣沖突推高國際油價!雙酚A、ECH、環氧樹脂借勢擺脫跌勢
中東地緣沖突推高國際油價!雙酚A、ECH、環氧樹脂借勢擺脫跌勢
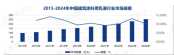 中國建筑涂料用乳液行業:市場擴容與格局重塑下的機遇與挑戰!
中國建筑涂料用乳液行業:市場擴容與格局重塑下的機遇與挑戰!
 涂料行業突圍之道:從同質化困局到特色品牌突圍!
涂料行業突圍之道:從同質化困局到特色品牌突圍!
 涂料行業如何在多元機遇下取得突破?
涂料行業如何在多元機遇下取得突破?
 涂料行業"四化"發展:轉型與突圍的必由之路!
涂料行業"四化"發展:轉型與突圍的必由之路!
 2025上半年防水涂料市場:“強者愈強”格局鮮明!
2025上半年防水涂料市場:“強者愈強”格局鮮明!
 步入高速發展|中國無機礦物涂料市場規模達 43.8 億元!
步入高速發展|中國無機礦物涂料市場規模達 43.8 億元!
 云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
 “樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發!
“樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發!
 文化傳承紫荊綻放 三棵樹亮相香港文博會
文化傳承紫荊綻放 三棵樹亮相香港文博會
 再樹全球綠色建筑新標桿 三棵樹斬獲“LEED ID+C鉑金級”認證
再樹全球綠色建筑新標桿 三棵樹斬獲“LEED ID+C鉑金級”認證

主辦單位:中國住建部建筑涂料工程研究中心 | 合作單位:《中國建筑色卡》項目組
涂料技術總群:215349093 | 涂料商務總群:325412434 | 涂料商務總群:325412434
站長信箱:coatingol@163.com | 業務QQ: 1561418108 | 電話:15986629950(微信同號)
涂料在線 版權聲明 | 免責聲明 | 粵ICP備18041746號 | 涂料在線——涂料、油漆行業門戶!
