

0 引言
半掛車的主要作用是運輸體積較大, 且不易拆分的大件貨物。半掛車樣式多樣,用途不同,其中柵欄式半掛車適合拉鮮活類的貨物,比如蔬菜、水果、家畜等;廂式半掛車比較適合拉易潮濕、較貴重貨物;物流運輸業也是半掛車主要應用領域。從2012年到2019年,我國半掛車行業產量穩步增長涂料在線coatingol.com。2019年我國半掛車累計生產138.48萬輛,同比增長109.8 %。
隨著半掛車產量的不斷增長,涂料的用量也不斷提高,市場前景較好。半掛車用涂料主要采用底、面配套的雙涂層體系,底漆一般采用雙組分環氧涂料,面漆是雙組分聚氨酯涂料。目前,主要以溶劑型涂料產品為主,因其含有大量的揮發性有機物(VOC)和低有毒氣體污染物(HAP),涂裝過程嚴重污染環境,并造成人身健康危害。另一方面,近年來密集的環保風暴以及新頒布的各項環保法規,使得涂料企業和涂裝施工企業面臨嚴苛的考驗。在此背景下,使用更為環保的水性涂料和高固體份涂料成為未來的發展趨勢。水性涂料由于其環保特性和優異的綜合性能,目前在乘用車、集裝箱涂裝等領域獲得較為成功的推廣。在半掛車、改裝車和工程機械等領域,水性工業涂料也存在更大的推廣潛力,該領域主要采用水性雙組分環氧底漆和水性雙組分面漆的配套涂層體系。
基于以上背景,本文結合現有的乘用車、集裝箱等領域涂料水性化的經驗,針對已有的水性環氧乳液及固化劑、水性丙烯酸樹脂以及水性工業涂料的成熟技術,開發應用于半掛車領域的配套水性工業涂料產品,并對配套涂料的施工性和涂層性能進行系統研究。
1 實驗部分
1.1 水性雙組分環氧底漆的制備
水性雙組分環氧涂料制備工藝如圖1所示,首先將水性環氧-胺固化劑、涂料助劑、顏填料及助溶劑依次投入相應拉缸,300~500 r/min分散10~20 min。研磨兩道,細度控制在≤30 μm。最后用去離子水調整不揮發組分,過濾、出料,得到水性雙組分環氧底漆(A組分);使用時,與水性環氧乳液(B組分)按配比配漆,并攪拌混合均勻,噴涂于工件,按要求在60~80 ℃下干燥15~30 min,即得到水性雙組分環氧底漆涂層。
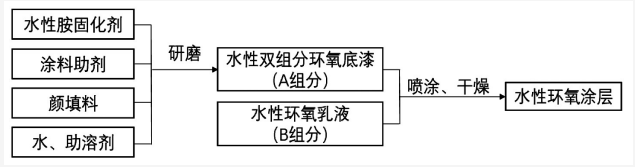
圖1 雙組分水性環氧底漆制備工藝
1.2 水性雙組分聚氨酯面漆的制備
水性雙組分聚氨酯面漆制備工藝如圖2所示,利用分散劑研磨顏填料制備顏料漿。方法是依次將水、分散劑、消泡劑等助劑投入相應拉缸,攪拌均勻后加入顏填料,300~500 r/min分散10~20 min。研磨兩道,細度控制在≤20 μm,得到顏料漿。向顏料漿中加入水性分散體和涂料助劑,800~1000 r/min分散20~30 min,過濾、出料得到水性雙組分聚氨酯面漆(A組分);聚異氰酸酯中加入稀釋劑、助劑,制備得到B組分;施工時,A組分與B組分混合均勻,噴涂施工,得到水性雙組分聚氨酯面漆涂層。
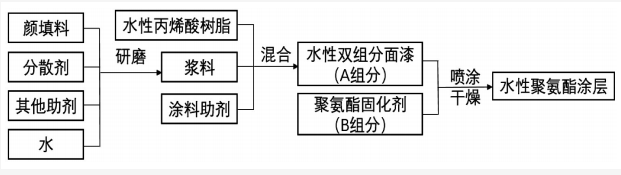
圖2 雙組分水性聚氨酯面漆制備工藝
1.3 涂裝及性能測試
首先在標準樣板上噴涂樣板,測試涂層性能,再根據現場條件,調整施工條件后再在半掛車整車進行噴涂。其中,水性環氧底漆:A組分/B組分/水=2/1/0.3~0.4,調整施工黏度在40~50 s,膜厚控制在(50±5) μm;水性聚氨酯面漆:面漆A組分/面漆B組分/水=5/1/(0.6~0.8),調整施工黏度在30~35 s,膜厚控制在(40±5) μm;涂層性能按照相應國家標準進行測試。
2 結果與討論
2.1 水性雙組分環氧底漆性能測試
雙組分環氧涂料具有優異的防腐蝕性和耐化學品性,與金屬基材之間具有優異的附著力,對金屬基材起到防腐蝕保護作用。水性雙組分環氧涂料不僅具有溶劑型產品的性能,還具有低的VOC,不會對環境造成較大污染,是綠色環保性產品。目前,已成功應用于公交車、工程機械、汽車零部件等行業。本文利用水性雙組分環氧涂料的優異的防腐性能,選擇該體系作為半掛車涂料的底漆,其底漆性能如表1所示。
表1 水性雙組分環氧底漆性能
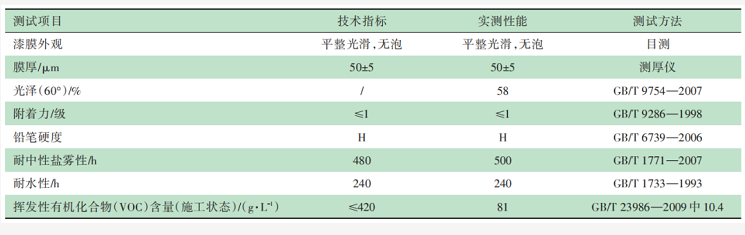
由表1可知,水性雙組分環氧底漆實測性能達到或超過指標要求,其中VOC降至81 g/L,遠低于指標要求的420 g/L,說明開發的水性雙組分環氧底漆具有明顯的環保性。
2.2 水性雙組分聚氨酯面漆性能測試
水性雙組分聚氨酯涂料不僅具有溶劑型產品的高性能,而且具有低VOC和低HAP的優點。已應用于工業防護、木器家具等領域。由于水性雙組分聚氨酯涂料具有優異的耐候性和耐化學品性,讓其成為各類復合涂層優選的配套面漆體系。
本文利用水性雙組分聚氨酯涂料具有優異的耐候性和良好的外觀特性,選擇該體系作為半掛車用面漆,其性能指標如下表2所示。
表2 水性雙組分聚氨酯面漆性能
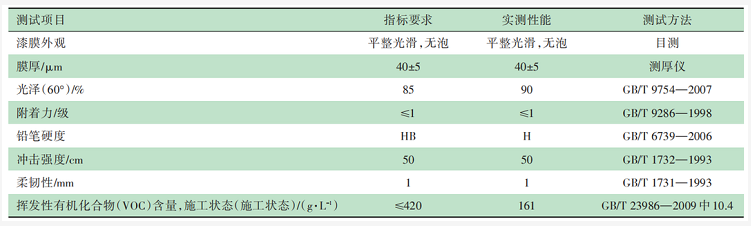
由表2可知,水性雙組分聚氨酯面漆實測性能達到或超過指標要求,尤其是漆膜光澤達到90%,漆膜硬度也達到H級,遠高于指標要求。其中VOC為161 g/L,低于要求的420 g/L,說明開發的水性雙組分聚氨酯面漆具有明顯的環保性。
2.3 半掛車整車涂裝工藝
根據2.1和2.2的小試測試結果,設計實驗方案,對半掛車進行整車涂裝。半掛車涂裝工藝條件和流程如圖3所示。首先,對半掛車進行噴砂和除油處理,可以看出,簡單的前處理操作將提高對底漆的施工性要求;底漆噴涂2道,膜厚控制在45~55μm,烘房烘干(70℃烘烤15 min);面漆噴涂2道,膜厚控制在35~45μm,室溫流平10 min左右,烘房烘干(70℃烘烤20 min);對車身漆膜進行檢測和測試(部分性能測試用樣板通過車身刮板涂裝制得),缺陷位置進行修補,最終完成半掛車整車涂裝。施工具體參數如表3所示。
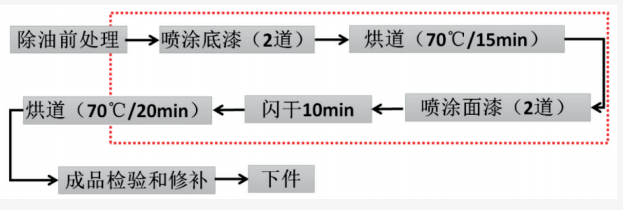
圖3 半掛車施工工藝示意圖
表3 半掛車現場施工參數記錄

2.4 半掛車車身涂裝效果
根據表3的施工參數進行上車試涂,對底漆和面漆施工黏度進行微調,嚴格控制膜厚。水性雙組分環氧底漆施工黏度為40″,漆膜外觀平整光滑,無縮孔、閃銹等弊病;水性雙組分聚氨酯面漆施工黏度為34″,漆膜外觀平整光滑,遮蓋性較好,無流掛、起泡、針孔等弊病。復合涂層綜合性能如表4所示。
表4 半掛車水性復合涂層技術指標
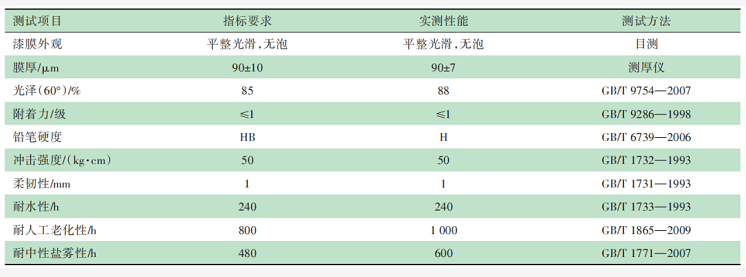
由表4可知,半掛車整車車身的復合涂層的外觀良好,綜合性能優異,完全達到指標要求,其中漆膜光澤(60°)、鉛筆硬度、耐人工老化性和耐中性鹽霧性能優于指標要求,漆膜性能完全達到客戶要求。現場施工照片如圖4所示。由圖4可知,漆膜外觀平整光滑,無明顯漆膜缺陷,說明本文開發的水性雙組分環氧底漆和水性雙組分聚氨酯面漆的施工性達到客戶要求。

圖4 半掛車現場施工情況
3 結 語
國內半掛車銷量的穩步增長,帶動半掛車用涂料市場的迅猛發展。隨著國內對涂料行業的環保要求越來越高,在半掛車領域采用水性涂料代替溶劑型涂料,成為行業趨勢。本文制備的水性雙組分環氧涂料和水性雙組分聚氨酯涂料,用于半掛車車身的涂裝。通過上線試涂,水性雙組分環氧涂料應用于半掛車底漆,水性雙組分聚氨酯涂料應用于半掛車面漆,涂料滿足現場施工工藝,復合涂層綜合性能優異,滿足半掛車領域涂料的技術指標。制備的水性雙組分環氧底漆和水性雙組分聚氨酯面漆的VOC分別為81 g/L和161 g/L,比溶劑型涂料產品低(VOC>420 g/L),具有良好的環保性。
參考文獻(略)
作者 | 劉漢功,胡中,許飛,等
(中海油常州涂料化工研究院有限公司,江蘇常州213016)
 “熬”出來的偉大!三棵樹戈6玄奘之路見證企業韌性生長
“熬”出來的偉大!三棵樹戈6玄奘之路見證企業韌性生長
 562.21億元!三棵樹榮登《中國500最具價值品牌》涂料榜第一!
562.21億元!三棵樹榮登《中國500最具價值品牌》涂料榜第一!
 彩涂板突破千億,粉末涂裝迎來新機遇
彩涂板突破千億,粉末涂裝迎來新機遇
 中東地緣沖突推高國際油價!雙酚A、ECH、環氧樹脂借勢擺脫跌勢
中東地緣沖突推高國際油價!雙酚A、ECH、環氧樹脂借勢擺脫跌勢
 中國建筑涂料用乳液行業:市場擴容與格局重塑下的機遇與挑戰!
中國建筑涂料用乳液行業:市場擴容與格局重塑下的機遇與挑戰!
 涂料行業突圍之道:從同質化困局到特色品牌突圍!
涂料行業突圍之道:從同質化困局到特色品牌突圍!
 涂料行業如何在多元機遇下取得突破?
涂料行業如何在多元機遇下取得突破?
 涂料行業"四化"發展:轉型與突圍的必由之路!
涂料行業"四化"發展:轉型與突圍的必由之路!
 2025上半年防水涂料市場:“強者愈強”格局鮮明!
2025上半年防水涂料市場:“強者愈強”格局鮮明!
 步入高速發展|中國無機礦物涂料市場規模達 43.8 億元!
步入高速發展|中國無機礦物涂料市場規模達 43.8 億元!
 云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
 “樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發!
“樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發!
 文化傳承紫荊綻放 三棵樹亮相香港文博會
文化傳承紫荊綻放 三棵樹亮相香港文博會
 再樹全球綠色建筑新標桿 三棵樹斬獲“LEED ID+C鉑金級”認證
再樹全球綠色建筑新標桿 三棵樹斬獲“LEED ID+C鉑金級”認證

主辦單位:中國住建部建筑涂料工程研究中心 | 合作單位:《中國建筑色卡》項目組
涂料技術總群:215349093 | 涂料商務總群:325412434 | 涂料商務總群:325412434
站長信箱:coatingol@163.com | 業務QQ: 1561418108 | 電話:15986629950(微信同號)
涂料在線 版權聲明 | 免責聲明 | 粵ICP備18041746號 | 涂料在線——涂料、油漆行業門戶!
