

摘要:闡述了超大口徑鋼管內壁涂裝熔結環氧粉末的需求、現狀、技術要求和難點,采用俗稱“一步半法”環氧樹脂制得低成本大口徑輥涂用環氧粉末涂料,并分析了不同的環氧樹脂、固化劑、助劑、顏填料、滾涂溫度等對粉末涂料性能的影響。試驗結果表明,選擇硅微粉以及長纖維硅灰石可以明顯提高涂層的韌性。氣相二氧化硅和有機增稠劑可以防止滾涂涂裝流掛,對涂層的增韌也有積極因素涂料在線coatingol.com。經表面疏水改性的硅微粉和硅灰石粉可以提高環氧涂層的水煮附著力。采用該方法研制的粉末涂料符合CJ/T120—2016涂層標準,達到飲用水衛生標準。
0 引言
隨著我國經濟的高速發展,長距離跨流域的引水工程不斷開工建設。為了減少輸水損耗,引水工程越來越多地采用大口徑管道。而鋼管由于其耐壓強度高,技術成熟,更加適應復雜地形地貌,在眾多的大口徑管材中具有突出的性價比,是輸水管道的首選管材。而經過內外防腐處理的鋼管使其使用壽命也大大提高,其使用壽命預期為50a。在飲用水鋼管的內外防腐中,CJ/T120—2016以鋼管內壁涂覆熔結環氧粉末(FBE)外壁熱熔聚乙烯粉末作為首選推薦的內外組合防腐形式。其中,環氧粉末涂覆鋼管內壁具有極佳的附著力及可靠的安全性在輸水管道行業成為主流的防腐涂層。
CJ/T120—2016標準中涉及的鋼管最大直徑為DN2000,但隨著輸水管道行業的技術進步,一些輸水工程所使用的鋼管直徑已經超過了DN2000,如南水北調北京河西支線的輸水鋼管達到了DN2600,西安水源地引水工程鋼管直徑也達到了DN2200。近幾年DN3600以上的涂塑鋼管也屢見不鮮,如珠江三角洲水資源配置工程涂塑鋼管直徑達到4.8m。因而大直徑輸水鋼管的發展已遠超大直徑輸油管道的發展(通常小于DN1200)。本文將超過DN2000的鋼管定義為超大口徑鋼管。輸水管道常用的防腐方式為外熱熔PE粉末內熔結FBE,或外纏繞3PE/內熱熔FBE。由于內外采用不同的防腐工藝,因而大口徑鋼管FBE的內涂裝,無法采用流化床的涂裝方式,只能采用靜電噴涂或熱滾涂,而熱滾涂可以充分利用鋼管外壁熱熔聚乙烯粉末的余熱而達到內壁環氧粉末的充分固化,因而涂裝效率好,可以一次加熱實現內外壁防腐的一次成型,涂裝效率高,工藝簡單,因而在大口徑輸水鋼管中為大多數涂裝企業所推崇。但隨著輸水鋼管管徑的增大,其對粉末涂裝的技術難度也相應提高。為滿足市場需求,本研究通過對環氧樹脂、固化劑、助劑、顏填料的選擇,優化配方,結合滾涂工藝,采用價格較為低廉的“一步半法”環氧樹脂研制出達到飲用水衛生標準以及符合CJ/T120—2016 涂層標準的大口徑輸水鋼管滾涂用熔結環氧粉末涂料。
1 超大口徑鋼管內壁涂裝熔結環氧粉末的需求和現狀
1.1 大口徑內涂熔結環氧粉末涂料的技術要求
飲用水管道內壁涂裝熔結環氧粉末涂料就必須在以下兩方面要符合行業規范。
(1)包括沖擊測試、陰極剝離、熱水浸泡后的附著力、漏點缺陷等漆膜性能,應當符合CJ/T120—2016標準。CJ/T120—2016標準輸送的是<45℃的飲用水,由于水對有機涂層具有增塑作用,最高可能降低涂層的玻璃化溫度40℃,因而為保證輸水管道的涂層的濕附著力,粉末涂層的Tg2至少應≥85℃。
(2)漆膜的毒理性要求,應符合GB/T17219—2001衛生標準。漆膜的毒理性測試由第三方檢查機構(省級疾控中心)檢測。需要提及的是GB/T17219—2001標準中增加了涂層可溶性鋇的檢測,因而粉末涂料行業中最常用的硫酸鋇填料應當慎重使用。
1.2 大口徑內滾涂熔結環氧粉末涂料的技術難點
滾涂時,環氧粉末隨著大口徑管體的旋轉而完成對整個管壁的覆蓋,超大口徑鋼管滾涂時轉速更慢,因而容易出現以下問題:
(1) 滾涂時粉末急劇受熱熔化,熔融前沒有充分的流動時間使粉末覆蓋整個管壁,易造成鋼管內壁涂層厚度嚴重不均勻;
(2)滾涂大口徑鋼管時鋼管轉速較慢,粉末熔融后在較低的黏度下維持時間較短,粉末膠化前(黏度急劇增加)時極易出現熔體堆積而產生的流痕現象。
(3) 與普通鋼管(<DN1600)涂裝相比,超大口徑鋼管通常管壁厚、熱容量大,而且鋼管表面的溫度均勻性更差,某些接近加熱熱源區域的管體溫度可能遠高于管體的大部分區域(鋼管基體局部“發藍”),在滾涂時極有可能由于局部高溫而產生“氣泡”。
因而,FBE粉末涂料的熱熔特征-抗流掛性能要與生產工藝良好匹配,這是有技術含量的。此外,環氧飲用水粉末涂料衛生要求較高,對配方中使用的原材料應當精心挑選,尤其需要注意可溶鋇指標的超標。
2 試驗部分
2.1 原料
本試驗用原料如下,環氧樹脂A(一步半法,國產市售);有機酚類固化劑:羥基當量180~200g/mol,含促進劑與附著力促進劑,山東某廠家訂制加工;填料:普通硅微粉、疏水改性硅微粉、硅灰石粉、改性硅灰石粉; 增韌劑:聚乙烯醇縮丁醛(PVB,國產)、氣相二氧化硅:國產;其他顏料及助劑均以國產市售為主。
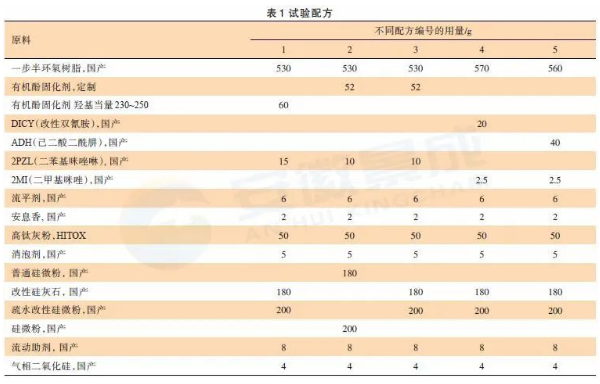
2.2 試驗配方
試驗配方如表1所示。
2.3 樣板的制備
將環氧樹脂、固化劑、填料及助劑精準稱量后混合均勻,經雙螺桿擠出機擠出冷卻壓片,用試驗室高速粉碎機粉碎,過100目標準篩,獲得粉末涂料。本試驗采用2mm厚的Q235鋼板作為基材,對其進行噴砂(噴丸)除銹處理,將檢測鋼板放入200℃烘箱中預熱20min,用靜電噴槍將粉末噴涂至預熱的鋼板表面,控制膜厚在350~500μm,再放入200℃烘箱中固化,5min后取出樣板自然冷卻等待檢測。
2.4 測試結果與討論
按表1 配方,按照2.3所述的方式制作樣板,其性能檢測結果見表2。

2.4.1 環氧樹脂的選擇
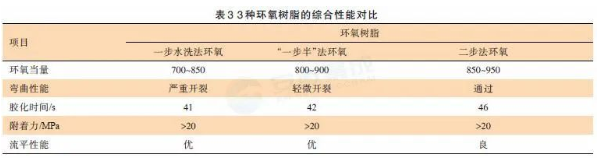
用于鋼管涂裝的FBE通常為雙酚A型環氧樹脂,有一步法環氧樹脂和二步法環氧樹脂,其中一步法工藝又分為水洗法和溶劑法,溶劑法工藝合成的環氧樹脂又被俗稱為“一步半法”環氧樹脂。通常二步法合成的環氧樹脂相對分子質量分布較窄,有機氯含量更低,因而具有更好的固化性能,但二步法環氧樹脂生產環氧粉末涂料成本更高。而所謂的“一步半”法環氧樹脂,由于合成后期使用有機溶劑萃取工藝,不僅軟化點要高于普通的一步水洗法環氧樹脂(后處理使用沸水洗滌),而且降低了環氧樹脂中游離的無機氯離子含量,大大提高了環氧樹脂與固化劑的固化性能,使得涂層柔韌性明顯改善,而且成本也遠低于二步法環氧樹脂,與一步水洗法環氧樹脂成本相當。
對于鋼管內壁涂覆FBE的防腐,其附著力和潤濕性能兩者是至關重要的。良好的潤濕性能可以確保FBE涂層與基材的緊密接觸,接觸面氣泡少。由于大口徑鋼管的熱容量大,粉末在高溫下可以更加充分地利用余熱固化。隨著涂覆溫度的升高,環氧樹脂中的剛性鏈更易活動,極性基團更容易規則地排列在基材的表面。而且溫度越高,環氧樹脂的黏度越低,越容易滲透進入基材的錨紋結構而增加與基材的機械粘合力。因而高溫可以有效提高FBE與鋼管基材的潤濕性能以及化學粘合力。此外涂覆溫度越高,所形成的涂層的Tg越高。因而隨著管徑的增大,對于涂層的潤濕、固化以及附著力是有著積極的作用的。此時具有更低的黏度以及潤濕性能的“一步半”法環氧樹脂制得的環氧粉末不僅涂裝后表面流平性能佳,高溫滾涂成型后同樣可以得到良好的附著力。因而“一步半”法環氧樹脂同樣適合開發大口徑滾涂用環氧粉末涂料,成本也可以大幅下降。由表3可以看到,“一步半法”環氧樹脂除彎曲性能比二步法環氧樹脂性能略差外,其他性能均與二步法環氧樹脂相當。因而本試驗選用“一步半”法環氧樹脂用來開發超大口徑滾涂粉末涂料,但涂層的性能需要進一步增韌改性。
2.4.2 固化劑體系的選擇
可用于生產熔結環氧粉末涂料的固化劑主要有幾下幾種:
(1)酚醛樹脂
酚醛樹脂與環氧樹脂固化交聯密度大,防腐蝕性能優異,涂層耐熱性高,但固化物涂層較脆,尤其在高膜厚下更加明顯,不易開發柔韌性較高的FBE。此外,酚醛樹脂固化環氧樹脂成本較高而且耐黃變性較差,不適合制作白色環氧粉末涂料。
(2)環脒
環脒中含有活性胺基,活性較高,可作為環氧粉末的固化劑,但主要作為固化促進劑使用。2-苯基咪唑啉(2PZL)即是最具典型性的環脒類環氧固化劑,市場上常見的XX31固化劑即為此類產品。2PZL作為固化劑可以使環氧粉末涂料在140℃×15min或180℃×8min的條件下固化,固化后的涂層可滿足粉末涂料的常規應用要求,還可以解決用二甲基咪唑(2MI)作固化劑時所帶來的涂層黃變問題,因而可以生產白色或淺色環氧粉末,但這類固化劑活性太大,在滾涂時與高溫管壁接觸后反應劇烈,極易“爆泡”,因而2PZL主要作為環氧粉末的固化促進劑使用。
(3)雙氰胺(DICY)
雙氰胺熔點高,207~209℃,與環氧樹脂的反應至少要150℃以上才能發生,因而需要加入促進劑如咪唑等促進固化反應。由于DICY與環氧樹脂的相容性差而容易引起固化涂層的不均勻,同時DICY具有較強的親水性而增加固化涂層對水的敏感性,因而固化后的涂層耐水煮性能一般,不適合用于長期浸泡于水中的輸水鋼管內壁涂層。
(4)二酰肼類固化劑
環氧粉末中常用的酰肼主要有己二酸二酰肼(ADH)、葵二酸二酰肼(SDH),這類固化劑屬于胺類固化劑,每個二酰肼分子中含有6個活潑氫原子(雙氰胺有4個),因而與環氧樹脂的反應交聯密度遠大于雙氰胺固化的環氧粉末,可形成高致密性的涂膜,耐水性能更好。此外長碳鏈的二元酸酰肼的分子結構還可賦予涂膜良好的柔韌性。酰肼毒性較低或者幾乎無毒(LD50>3000),如間苯二甲酸二酰肼通過了FDA認證,認為可以與食品直接接觸的環氧固化劑。酰肼類固化劑熔點高,熔點為185 ~190℃。制成的環氧粉末在室溫下貯存期長,但由于ADH成本較高,不利于開發低成本環氧粉末。
(5)有機酚類固化劑
從結構上可以看作是雙酚A 封端的環氧樹脂,因而與環氧樹脂具有結構上的相似性,使其與環氧樹脂具有更好的混溶性,不會產生因固化收縮而導致的結構破壞。有機酚類固化劑中的酚羥基與仲羥基均具有較高的反應活性且固化后無小分子物質產生,不會出現針孔等缺陷,因而涂層具有很好的耐化學性。
從以上固化劑的綜合性能上看,有機酚類固化劑比較適合開發低成本大口徑滾涂用FBE。有機酚類固化劑酚羥基當量越大,酚類固化劑分子鏈越長、柔韌性越好,但如果酚羥基當量過大,固化劑分子鏈過長,固化后體系的黏度過大,不僅涂層交聯密度降低,而且與底材的潤濕性較差而產生附著力變差的問題。考慮到超大口徑用滾涂粉末的防腐性能,經過與固化劑生產廠家溝通,本公司與固化劑廠家共同開發專用于“一步半”法的有機酚類固化劑,酚羥基當量為180~200,不僅用量少(環氧樹脂與該固化劑可按100∶20 配比固化)、成本低,還確保了環氧粉末的交聯密度以及對底材的潤濕性能,而且在該固化劑合成中預先加入固化促進劑以及附著力促進劑,避免了高活性的固化促進劑在粉末生產中后添加方式因很難均勻分散(環氧粉末活性大,通常擠出溫度低,螺桿內停留時間短)的問題。當固化促進劑不良時容易導致粉末涂料的反應活性的波動,給滾涂工藝的穩定性生產帶來不便。使用該固化劑生產的粉末涂料經疾控中心測試后證實涂層沒有毒性,達到飲用水標準。
2.4.3 增韌劑的選擇
“一步半法”環氧樹脂與低羥基當量有機酚固化劑作為成膜物質的配方1,涂層的柔韌性較差,彎曲開裂,因而必須對該固化體系進行增韌改進。本試驗使用有機增韌劑以及氣相二氧化硅共同作用達到增韌的目的。試驗中所用有機增韌劑對固化涂層具有增韌作用,同時還具有增稠以及觸變特性,可以改善環氧粉末熔融時的流掛傾向,改善滾涂后鋼管表面各個部位涂膜厚度均勻程度,有利于表面平整無流痕。氣相二氧化硅,平均粒度7~40nm,比表面積80~380m2/g,同樣具有很強的增稠作用,其表面存在一定量的硅醇基(SiOH),顆粒之間通過硅醇基實現氫鍵交聯,形成主體網狀結構。作為納米填料增韌時,細微的納米粒子填充于交聯網絡中使固化后涂層更加致密堅韌,還可以提高環氧粉末涂層的抗水滲透性能。
2.4.4 顏填料的選擇
不同的填料賦予涂層不同的最終性能,選擇合適的填料,不僅可以有效地降低成本,而且可以改善涂層的物理機械性能與耐化學品性能。但作為輸送飲用水管道的涂層所選擇的填料必須符合衛生標準,且性能穩定。要嚴格控制鉛、鉻、鋇等重金屬離子。本試驗使用改性硅微粉以及改性硅灰石粉作為填料,確保了涂層不會產生鋇的溶出。
未經表面改性的填料,其表面親水疏油,使環氧涂層的吸水率變大,而且與環氧樹脂相容性較差,使填料與環氧樹脂界面結合力差。當輸水管道內涂層由于長期與水接觸后,親水填料與樹脂界面結合力差,將導致水分子沿填料與樹脂界面滲透,最終導致環氧涂層耐化學品性能劣化。作為輸水應用的鋼管內壁滾涂環氧粉末涂層由于長期浸泡在水中,因而配方中所應用的填料最好經過疏水改性,可以提高涂層的長期耐水性。親水填料經表面改性后,其親水性大大降低,甚至可由親水變為疏水;與環氧樹脂的相容性提高后甚至可以與環氧樹脂在界面上形成化學鍵,大大提高了環氧粉末涂層的長期耐水性。
硅灰石是一種具有一定長徑比的無機針狀礦物,無毒、具有較高長徑比的針狀結構的硅灰石可以作為固化交聯后的涂層的完美“骨架”,對固化后的涂層也具有較好的增韌作用。表面改性后的針狀硅灰石具有更低吸水率和吸油值,可以使環氧涂層具有更好的機械強度、附著力和抗腐蝕性能。硅微粉具有優異的絕緣性能,導熱系數高,作為功能填料加入環氧固化體系中能降低固化物的線膨脹系數和固化收縮率,從而消除內應力,改善涂層因溫度和應力作用而產生的剝離傾向,因而明顯提高涂層的附著力和柔韌性,還可以提高固化后的涂層硬度及耐磨性。
由于目前市場上主流的輸水管道內壁涂層顏色以灰色為主,本試驗使用的高鈦粉為美國TOR公司生產。雖然為進口產品,但由于價格遠遠低于目前市場上的金紅石鈦白粉,可以降低成本,而且高鈦灰粉具有與鈦白粉相當的遮蓋力與耐化學品性能,同時該產品也符合美國FDA標準,完成適用于飲用水環氧粉末涂層。
2.4.5 助劑的選擇
配方中助劑雖然用量很少,但卻是配方不可缺少的組成部分。生產飲用水標準的環氧粉末涂料所選用的助劑必須符合衛生要求;本試驗所選用F588流平劑、消泡劑、安息香等助劑均為價格較低的國產材料。本試驗中采用少量安息香與消泡劑共同作用,可降低涂層的孔隙率,并且有利于消除厚涂時氣體的逸出,減少涂層針孔的形成。此外,氣相二氧化硅在本試驗中雖然作為增韌劑使用,但由于氣相法二氧化硅具有微觀上的多孔結構,具有極強的吸附性,可有效吸附粉末加工過程中的水汽,降低粉末中的濕氣含量,同樣對避免高溫滾涂時產生“爆泡”有著顯著的作用。
2.4.6 滾涂溫度的確定
在滾涂過程中,環氧粉末在預熱的鋼管表面上熔融后發生環氧樹脂的固化放熱反應過程。在此期間,延長熔融過程,有利于環氧粉末保持較低的熔融黏度,可與充分潤濕基材并流平,更利于滲透鋼管基材的錨紋結構中,從而提高涂層的附著力。但粉末熔化過程中也伴隨著環氧樹脂的固化反應,熔體的黏度開始緩慢增加,在某一時間點黏度會急劇增長,直至突然“膠化”變得不再流動。滾涂溫度高,雖然熔融黏度低,但黏度增長更加迅速,固化放熱反應更加劇烈,流平時間變短,容易產生流痕,因而熔融時間和膠化時間的平衡是大口徑滾涂工藝避免流掛的關鍵,選擇合適的滾涂溫度是非常重要的。
環氧粉末的固化機理表明固化過程中無小分子物放出,原則上涂層表面不存在“爆泡”等弊端,但環氧樹脂與固化劑的固化反應是一個放熱反應,反應速度隨著溫度升高而加快,同時釋放出大量熱。滾涂工藝操作中環氧粉末與高溫管壁接觸后溫度急劇上升,如果粉末的活性過大,則很容易產生“爆泡”。此外,隨著滾涂溫度的升高,涂層粘結面和斷面的孔隙率均呈上升趨勢,這對涂層的濕附著力是不利的。因而盡管滾涂溫度的提高有利于提高固化涂層的粘接力以及涂層的Tg,但滾涂溫度并非越高越好,建議選擇滾涂溫度略微低一些的工藝,一般190~200℃溫度之間較為合適。
2.4.7 環氧粉末的性能以及鋼管滾涂試用結果
按照配方3生產熔結環氧粉末涂料按照CJ/T120—2016標準進行相關性能的測試,其柔韌性、干附著力以及濕附著力均達到標準。此外,對配方3所生產的環氧粉末進行了差示掃描熱分析,結果顯示,粉末的Tg1為68℃,滾涂后涂層的流平性能較好,而且粉末也具有較好的貯存穩定性。熱特性ΔH也遠高于45J/g,粉末涂層的Tg2達到99℃,完全可以滿足涂層在45℃以下的水中長期使用。
在DN2600鋼管上采用滾涂工藝分別在180~190℃預熱的鋼管進行內壁的涂裝,涂裝后表面流平良好,僅有輕微流痕,完全達到驗收標準。
3 結語
(1)通過選用“一步半法”環氧樹脂、有機酚類固化劑以及增韌改性,研制出低成本的熔結環氧粉末涂料。該粉末達到飲用水標準;
(2)選擇與固化劑生產廠合作定制的酚類固化劑,對粉末涂層的水煮附著力以及柔韌性能都有明顯的影響,不僅成本更低,且滿足CJ/T120—2016標準的附著力要求。
(3)通過對填料進行表面疏水改性,對增強涂層附著力具有一定的作用,改性硅微粉搭配改性硅灰石可實現對涂層附著力的加強。
(4)本試驗環氧粉末涂料通過疾控中心的檢測,符合GB/T17219—2001衛生標準,達到飲用水標準。
(5)超大口徑滾涂熔結環氧粉末涂料研制成功,為國內涂料企業開發用于輸水鋼管用的低成本環氧粉末提供了有效的技術路線。
(6)超大口徑鋼管采用滾涂方式涂裝環氧粉末涂料,工藝簡單,效率高,涂裝時粉末可100%利用,涂膜性能優良、生態環保,符合低碳經濟。
 “熬”出來的偉大!三棵樹戈6玄奘之路見證企業韌性生長
“熬”出來的偉大!三棵樹戈6玄奘之路見證企業韌性生長
 562.21億元!三棵樹榮登《中國500最具價值品牌》涂料榜第一!
562.21億元!三棵樹榮登《中國500最具價值品牌》涂料榜第一!
 彩涂板突破千億,粉末涂裝迎來新機遇
彩涂板突破千億,粉末涂裝迎來新機遇
 中東地緣沖突推高國際油價!雙酚A、ECH、環氧樹脂借勢擺脫跌勢
中東地緣沖突推高國際油價!雙酚A、ECH、環氧樹脂借勢擺脫跌勢
 中國建筑涂料用乳液行業:市場擴容與格局重塑下的機遇與挑戰!
中國建筑涂料用乳液行業:市場擴容與格局重塑下的機遇與挑戰!
 涂料行業突圍之道:從同質化困局到特色品牌突圍!
涂料行業突圍之道:從同質化困局到特色品牌突圍!
 涂料行業如何在多元機遇下取得突破?
涂料行業如何在多元機遇下取得突破?
 涂料行業"四化"發展:轉型與突圍的必由之路!
涂料行業"四化"發展:轉型與突圍的必由之路!
 2025上半年防水涂料市場:“強者愈強”格局鮮明!
2025上半年防水涂料市場:“強者愈強”格局鮮明!
 步入高速發展|中國無機礦物涂料市場規模達 43.8 億元!
步入高速發展|中國無機礦物涂料市場規模達 43.8 億元!
 云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
 “樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發!
“樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發!
 文化傳承紫荊綻放 三棵樹亮相香港文博會
文化傳承紫荊綻放 三棵樹亮相香港文博會
 再樹全球綠色建筑新標桿 三棵樹斬獲“LEED ID+C鉑金級”認證
再樹全球綠色建筑新標桿 三棵樹斬獲“LEED ID+C鉑金級”認證

主辦單位:中國住建部建筑涂料工程研究中心 | 合作單位:《中國建筑色卡》項目組
涂料技術總群:215349093 | 涂料商務總群:325412434 | 涂料商務總群:325412434
站長信箱:coatingol@163.com | 業務QQ: 1561418108 | 電話:15986629950(微信同號)
涂料在線 版權聲明 | 免責聲明 | 粵ICP備18041746號 | 涂料在線——涂料、油漆行業門戶!
