
頁新聞標題頭橫幅廣告.jpg)
擎天材料科技有限公司,方博,許奕祥,吳炳賢,鄭林國,許昭展,袁河寬,彭震宇
摘要:以自主研發(fā)的水性環(huán)氧涂料為實驗材料,汽車減震器所使用的圓盤靜電涂裝工藝為實驗對象,研究了靜電電壓、轉(zhuǎn)速、線速、工件溫度、流平時間、烘烤溫度等工藝條件對水性涂料在汽車減震器上涂裝的影響,從而得出減震器用水性環(huán)氧涂料涂裝工藝的最佳工藝參數(shù),為水性環(huán)氧涂料在汽車減震器上的應(yīng)用作出指導(dǎo),加快汽車減震器行業(yè)涂料水性化發(fā)展,推動行業(yè)綠色涂裝的進程。
引言
汽車減震器是汽車零部件之一,也是常用的汽車零配件,同時我國是世界上最大的汽車減震器生產(chǎn)國。減震器工件由防塵罩、油筒、托盤組裝而成,需在表面涂裝保護裝飾性涂料,目前仍以溶劑型環(huán)氧涂料為主,采用的是圓盤靜電涂裝工藝涂料在線coatingol.com。但隨著國家環(huán)保政策的收緊以及人們對美好生活的追求,高VOCs的溶劑型涂料的生產(chǎn)使用越來越受到限制,也成為企業(yè)發(fā)展不可回避的重要工作環(huán)節(jié)。水性環(huán)氧涂料和溶劑型環(huán)氧涂料相比,主要介質(zhì)是水,VOCs含量低,性能優(yōu)異,是替代溶劑型環(huán)氧涂料的最佳選擇。但水性環(huán)氧涂料在汽車減震器涂裝上的應(yīng)用卻是不順利,究其原因在于減震器工件涂裝前上下部分溫度不一致,水性環(huán)氧涂料中含量最多的水分揮發(fā)不一致,容易形成流掛、上下光澤不一等問題。因此,對于汽車減震器用水性環(huán)氧涂料涂裝工藝的研究顯得特別重要,是可以推進汽車減震器涂裝工藝的水性化。
汽車減震器涂裝工藝為圓盤靜電涂裝工藝,原理是圓盤噴槍與要涂裝的工件之間形成高壓靜電場,涂料經(jīng)由圓盤旋轉(zhuǎn)噴灑出去并在圓盤指針的作用下帶電,涂料噴灑后通過電場作用吸附沉積到工件上面,烘烤后即為一層完整的漆膜。在圓盤靜電涂裝過程中,各項工藝參數(shù)會對涂裝后的漆膜效果造成很大的影響,油性涂料施工時的工藝參數(shù)在多年的實際生產(chǎn)中已摸索出來,而隨著國家對油性涂料的使用限制越來越嚴格,“油轉(zhuǎn)水”已是不可逆的趨勢,因此針對水性涂料在施工時工藝參數(shù)的研究是很有必要的。
01 實驗材料與對象
本文以自主研發(fā)的雙組份水性環(huán)氧涂料為實驗材料,以某減震器廠的生產(chǎn)線為實驗對象,研究了生產(chǎn)線工藝條件對水性涂料在減震器工件上涂裝的影響。實驗材料的配方如表1:
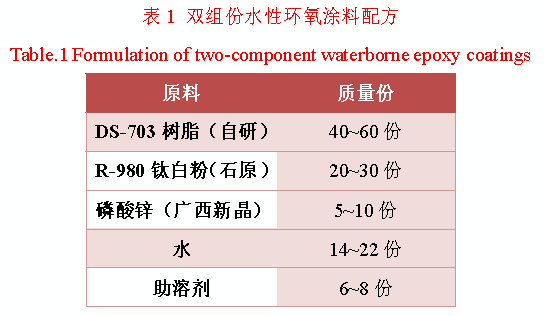
在實驗過程中,涂料的施工粘度控制在15~25s,供漆室溫度25±5℃,濕度60±10%,各項工藝參數(shù)的初始設(shè)置以油性涂料的施工為準,在實驗的過程中不斷調(diào)整。粘度杯選用巖田2#杯,膜厚儀選用尼克斯4500,性能測試均以國標來執(zhí)行,其中附著力按劃格法(GB/T9286),硬度為三菱鉛筆硬度(GB/T6739)。
02 圓盤靜電涂裝工藝條件對水性涂料施工的影響
2.1 線速對水性涂料施工的影響
在正常的生產(chǎn)過程中,工廠會追求較高的線速,這能提高生產(chǎn)效率,但這會影響到涂料的上漆量、流平時間和烘烤時間,進而影響到漆膜的厚度、外觀、干性。本文以其它工藝條件不變,改變生產(chǎn)線的線速,探究線速對減震器上水性涂料施工的影響,實驗結(jié)果如表2所示。
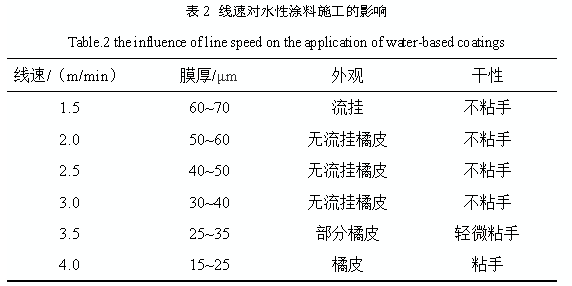
從表2中可以看出,隨著線速的增快,工件上的漆膜厚度在逐漸變薄,而且漆膜從慢速時流掛轉(zhuǎn)變到高速時橘皮。這是因為在同樣的出漆量下,隨著線速增快,工件的上漆量減少,膜厚也隨著變薄;而且線速慢意味著流平段會變長,上漆量多的時候容易產(chǎn)生流掛,而線速慢流平段會變短,即使上漆量減少,漆膜也會有橘皮現(xiàn)象產(chǎn)生。
因而在實際生產(chǎn)中,線速的調(diào)整首先要與工件需求的膜厚、外觀相協(xié)調(diào),其次還得考慮生產(chǎn)效率,過快產(chǎn)品的漆膜厚度和外觀會很難達到要求,過慢則會大大降低生產(chǎn)效率,所以綜合兩方面因素,流水線的線速在2.0~3.0 m/min最為合適。
2.2 靜電電壓對水性涂料施工的影響
在圓盤式靜電涂裝工藝中,圓盤旋轉(zhuǎn)將涂料噴甩出去的同時還通過自身的指針使涂料帶電,進而帶電的涂料吸附到金屬工件上,圓盤上的電壓高低會影響到涂料的吸附效率。本文以其它工藝條件不變,改變靜電電壓,探究電壓對減震器上水性涂料施工的影響,實驗結(jié)果如表3所示。
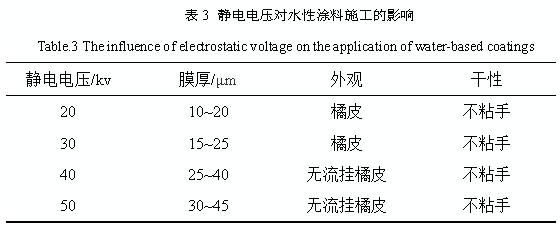
從表3中可以看出,隨著靜電電壓的增大,工件膜厚也在增大,呈現(xiàn)出正相關(guān)關(guān)系,不同于油性涂料在低壓時施工也能獲得可觀的膜厚厚度,水性涂料對靜電電壓的要求要高很多,電壓過低靜電會吸附變?nèi)酰瑥亩苯訉?dǎo)致漆膜厚度偏薄,從現(xiàn)場實際測試結(jié)果來看,當靜電電壓大于等于40kv時,才能滿足工件膜厚大于30μm的要求,能夠達到50Kv則更為理想。
因此在“油轉(zhuǎn)水”的線體改造過程中,對于靜電電壓這部分涉及到的裝置、線路、工藝的要求須更加嚴格,以保證在后續(xù)的水性涂料施工過程中靜電電壓能保持在40kv以上。其中線路的絕緣效果最為重要,如果絕緣沒有做好,在高壓情況下很容易出現(xiàn)跳閘情況,此種情況在空氣濕度大的時候尤為明顯。
2.3 霧化效果(轉(zhuǎn)速)對水性涂料施工的影響
在圓盤式靜電涂裝工藝中,圓盤通過高速旋轉(zhuǎn)將水性涂料從流動液體轉(zhuǎn)化為霧化液滴并噴甩出去吸附到金屬工件上,在這個過程中霧化液滴的大小會影響到工件漆膜的外觀,而霧化液滴的大小則是受圓盤旋轉(zhuǎn)速度即轉(zhuǎn)速的影響。因此,本文以其它工藝條件不變,改變圓盤轉(zhuǎn)速,探究霧化效果對減震器上水性涂料施工的影響,實驗結(jié)果如表4所示。
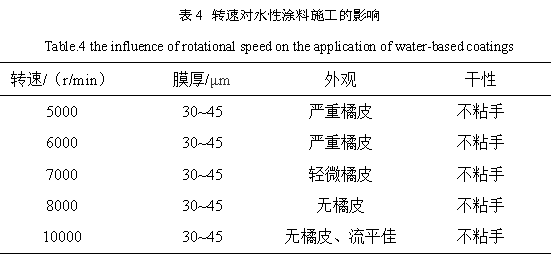
從表4中可知,在低轉(zhuǎn)速時,漆膜橘皮的現(xiàn)象很嚴重,而隨著圓盤轉(zhuǎn)速的提高,工件漆膜的外觀在逐漸改善,橘皮現(xiàn)象在減少。這是因為在低轉(zhuǎn)速時,噴甩出去的水性涂料液滴較大,霧化效果比較差,在工件上的吸附容易呈現(xiàn)不連續(xù),漆膜烘烤干燥后容易出現(xiàn)橘皮;而在高轉(zhuǎn)速時,水性涂料液滴比較小,霧化效果好,在工件上的吸附較為連續(xù),比較細膩,漆膜烘烤干燥后外觀會更佳。
因此圓盤轉(zhuǎn)速應(yīng)盡可能保持高速,從現(xiàn)場實際測試來看,帶負載時控制在10000r/min左右可以獲得較為理想的外觀效果,而當轉(zhuǎn)速低于8000r/min時則容易出現(xiàn)橘皮現(xiàn)象。
2.4 工件溫度對水性涂料施工的影響
在圓盤式靜電涂裝工藝中,工件在噴漆前要經(jīng)過除油、除銹、烘干等前處理過程,處理后工件會帶一定的溫度,溫度的高低會影響涂料吸附上去后的揮發(fā)速率,進而影響到漆膜外觀。因此,本文以其它工藝條件不變,通過空調(diào)、風扇等一定手段,控制工件溫度,探究溫度對減震器上水性涂料施工的影響,實驗結(jié)果如表5所示。
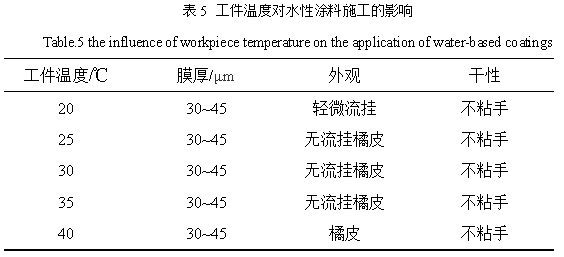
從表5中可知,不同工件溫度對水性涂料施工的影響不同,在工件溫度低時施工容易流掛,在工件溫度高時施工容易橘皮。這是因為在工件溫度低時,吸附在工件上水性涂料的揮發(fā)速率較慢,漆膜干燥速率小于漆膜流平速率,在流平階段時容易出現(xiàn)流掛現(xiàn)象;在工件溫度高時,會加快吸附在工件上水性涂料的揮發(fā)速率,會出現(xiàn)漆膜干燥速率大于漆膜流平速率,漆膜還沒流平即已經(jīng)干透了,橘皮現(xiàn)象比較嚴重。同時我們發(fā)現(xiàn)與以前油性涂料施工相比,工件溫度高低對水性涂料的影響比較大,我們覺得是水性涂料的介質(zhì)大部分為水,而水的沸點較油性涂料用的有機溶劑較低,工件溫度高低對其揮發(fā)速率影響較大。
因此,在圓盤涂裝工藝“油轉(zhuǎn)水”之后,工件溫度的控制要重視,水性涂料的介質(zhì)基本為水,揮發(fā)速率的調(diào)整比較不容易,更需要工件溫度的配合,根據(jù)實驗結(jié)果,工件溫度控制在25~35℃。
2.5烘烤溫度對涂膜硬度的影響
由于減震器涂裝后需經(jīng)過各式各樣的包裝后再出貨,過程中很容易出現(xiàn)磕碰,這就要求涂膜必須具備一定的硬度,才不至于損傷。經(jīng)過對比分析和測試,涂膜下線冷卻后硬度要求為三菱鉛筆H可達到此要求,為此我們對不同的烘烤溫度下涂膜的硬度進行了相應(yīng)的檢驗,用爐溫跟蹤儀對產(chǎn)品表溫進行監(jiān)測,故實測數(shù)據(jù)均為工件表面實際溫度,如下表6:

由于是流水線,所需溫度越高,升溫時間越長,實際達到目標溫度烘烤的時間越短。從表6中可清晰看出,當烘烤溫度低于80度時,硬度無法達到H,而當溫度高于100度時漆膜又很容易出現(xiàn)起泡現(xiàn)象,只有溫度處于80-100度之間,不論是外觀還是硬度均可符合要求。
2.6下線時產(chǎn)品溫度對涂膜硬度的影響
同2.5所述,減震器下線須具備一定的硬度,而在實際生產(chǎn)中,我們發(fā)現(xiàn)很多產(chǎn)品在下線時表溫并未冷卻至常溫,甚至有些會高至50℃,因此對不同溫度下漆膜的硬度進行了相應(yīng)的測試,本次測試在烘烤條件為90℃×30min后進行,具體如下表7:
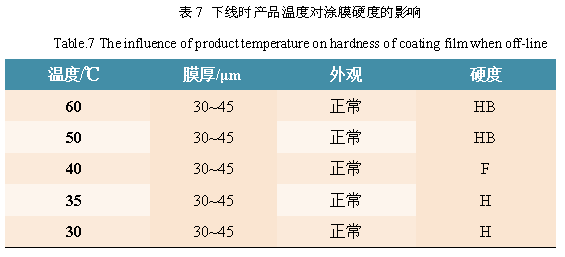
由表7可以看出,產(chǎn)品溫度高于40℃時,涂膜硬度明顯下降,想要達到理想的硬度而不影響正常的下線包裝,溫度須保持在35℃以下。如果流水線長度足夠長,有足夠的時間可采取常溫冷卻,若流水線長度不夠,常溫冷卻不足以使產(chǎn)品降至35℃以下,就必須考慮在下線前的冷卻段加裝風扇或空調(diào),對其進行強制散熱。
2.7結(jié)語
本文以自主研發(fā)的水性涂料為實驗材料,以浙江地區(qū)某減震器公司生產(chǎn)線為實驗對象,通過控制變量法改變圓盤靜電涂裝工藝條件參數(shù),探究線速、靜電電壓、霧化效果(轉(zhuǎn)速)、工件溫度對水性涂料施工的影響以及烘烤溫度對涂膜硬度的影響。通過實驗結(jié)果可知,靜電圓盤涂裝工藝水性化的最佳工藝參數(shù)區(qū)間與油性涂料相比差距較大,實驗結(jié)果如表8所示。
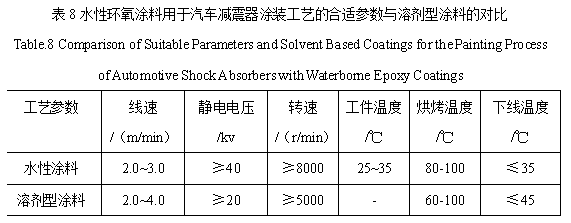
從表8直觀可見,水性涂料相較于溶劑型涂料在各項工藝參數(shù)上要求都更嚴格,其原因在于水性涂料和溶劑型涂料的特性有著很大的不同,溶劑型涂料可以通過溶劑的強弱和快慢對涂料施工性做出相應(yīng)的調(diào)整,而水性涂料則是以水為介質(zhì),只能在施工工藝和參數(shù)上進行改進。
經(jīng)過初步的市場調(diào)研和現(xiàn)場測試,目前大多數(shù)汽車減震器廠家的生產(chǎn)線均為十幾年前建設(shè),適合溶劑型涂料的應(yīng)用,但是直接切換水性涂料很難獲得理想的效果,而近幾年新建的產(chǎn)線基本為水油通用型,且更為智能化,可按照上述參數(shù)進行相應(yīng)的設(shè)定即可無障礙完成水性涂料的轉(zhuǎn)換。對于老的產(chǎn)線如果要進行水性化改造則主要從幾個方面入手,一是延長產(chǎn)線,確保烘烤條件和下線冷卻時間,當然也可通過降低線速犧牲生產(chǎn)效率來達到目的;其次須更新噴涂設(shè)備,提升轉(zhuǎn)盤的轉(zhuǎn)速和靜電電壓;另外還須對線路進行更新,保證絕緣效果,不至在升高電壓時引起跳閘、短路等情況。廠家可根據(jù)實際情況,結(jié)合成本綜合考量,最終實現(xiàn)綠色涂裝的目標。
目前,浙江地區(qū)已有部分汽車減震器公司通過新建和改造生產(chǎn)線等方式進行了油水轉(zhuǎn)換,產(chǎn)品應(yīng)用基本穩(wěn)定,而更重要的影響則在于產(chǎn)線工人和周圍居民,難聞的氣味沒有了,身體素質(zhì)變好了,這就是水性化的目的和意義所在。現(xiàn)在已經(jīng)有越來越多的廠家正在加入進來,相信很快汽車減震器行業(yè)即可全部實現(xiàn)綠色涂裝。
 “熬”出來的偉大!三棵樹戈6玄奘之路見證企業(yè)韌性生長
“熬”出來的偉大!三棵樹戈6玄奘之路見證企業(yè)韌性生長
 562.21億元!三棵樹榮登《中國500最具價值品牌》涂料榜第一!
562.21億元!三棵樹榮登《中國500最具價值品牌》涂料榜第一!
 彩涂板突破千億,粉末涂裝迎來新機遇
彩涂板突破千億,粉末涂裝迎來新機遇
 中東地緣沖突推高國際油價!雙酚A、ECH、環(huán)氧樹脂借勢擺脫跌勢
中東地緣沖突推高國際油價!雙酚A、ECH、環(huán)氧樹脂借勢擺脫跌勢
 中國建筑涂料用乳液行業(yè):市場擴容與格局重塑下的機遇與挑戰(zhàn)!
中國建筑涂料用乳液行業(yè):市場擴容與格局重塑下的機遇與挑戰(zhàn)!
 涂料行業(yè)突圍之道:從同質(zhì)化困局到特色品牌突圍!
涂料行業(yè)突圍之道:從同質(zhì)化困局到特色品牌突圍!
 涂料行業(yè)如何在多元機遇下取得突破?
涂料行業(yè)如何在多元機遇下取得突破?
 涂料行業(yè)"四化"發(fā)展:轉(zhuǎn)型與突圍的必由之路!
涂料行業(yè)"四化"發(fā)展:轉(zhuǎn)型與突圍的必由之路!
 2025上半年防水涂料市場:“強者愈強”格局鮮明!
2025上半年防水涂料市場:“強者愈強”格局鮮明!
 步入高速發(fā)展|中國無機礦物涂料市場規(guī)模達 43.8 億元!
步入高速發(fā)展|中國無機礦物涂料市場規(guī)模達 43.8 億元!
 云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
 “樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發(fā)!
“樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發(fā)!
 文化傳承紫荊綻放 三棵樹亮相香港文博會
文化傳承紫荊綻放 三棵樹亮相香港文博會
 再樹全球綠色建筑新標桿 三棵樹斬獲“LEED ID+C鉑金級”認證
再樹全球綠色建筑新標桿 三棵樹斬獲“LEED ID+C鉑金級”認證

主辦單位:中國住建部建筑涂料工程研究中心 | 合作單位:《中國建筑色卡》項目組
涂料技術(shù)總?cè)海?15349093 | 涂料商務(wù)總?cè)海?25412434 | 涂料商務(wù)總?cè)海?25412434
站長信箱:coatingol@163.com | 業(yè)務(wù)QQ: 1561418108 | 電話:15986629950(微信同號)
涂料在線 版權(quán)聲明 | 免責聲明 | 粵ICP備18041746號 | 涂料在線——涂料、油漆行業(yè)門戶!
督管理局企業(yè)主體身份公示")