
頁(yè)新聞標(biāo)題頭橫幅廣告.jpg)
摘要:通過(guò)研究汽車(chē)鋁輪轂在涂裝烘烤、輪轂冷卻過(guò)程、包裝、倉(cāng)儲(chǔ)、運(yùn)輸過(guò)程中壓痕問(wèn)題的產(chǎn)生原因,得到了壓痕的產(chǎn)生與過(guò)程中的環(huán)境溫度、包材所用PE膜中含的增塑劑、丙烯酸透明粉所用樹(shù)脂、流平劑、紫外線吸收劑、受阻胺等材料、以及丙烯酸透明粉的交聯(lián)密度、涂膜Tg因素的關(guān)聯(lián),同時(shí)又研究了壓痕的測(cè)試方法,開(kāi)發(fā)出了新的丙烯酸透明粉產(chǎn)品,對(duì)輪轂的涂裝烘烤條件,輪轂成品的包裝、運(yùn)輸提供了指導(dǎo),減少了輪轂OEM廠家因壓痕問(wèn)題帶來(lái)的損失。
關(guān)鍵詞:輪轂 丙烯酸透明粉 交聯(lián)密度 壓痕 玻璃化溫度
0 引言
近年來(lái),政府和社會(huì)對(duì)環(huán)境、安全、能源等問(wèn)題越來(lái)越重視,為配合汽車(chē)工業(yè)節(jié)能減排,發(fā)展環(huán)保型汽車(chē)涂料并倡導(dǎo)汽車(chē)涂裝工藝的清潔生產(chǎn)成為汽車(chē)涂料生產(chǎn)和涂裝企業(yè)的關(guān)注重點(diǎn)。
隨著中國(guó)成為全球最大的汽車(chē)鋁輪轂生產(chǎn)國(guó),丙烯酸透明粉罩光的輪轂的生產(chǎn)量巨大,倉(cāng)儲(chǔ)基礎(chǔ)量越來(lái)越大,運(yùn)輸路程、尤其是海上運(yùn)輸路程非常長(zhǎng),在倉(cāng)儲(chǔ)、運(yùn)輸過(guò)程中,輪轂的邊緣常常會(huì)有壓痕的產(chǎn)生,這種壓痕可以通過(guò)拋光工藝去除,但也給OEM廠家造成一定的損失,延誤了輪轂的交期涂料在線coatingol.com。
本文主要研究了汽車(chē)鋁輪轂在涂裝烘烤、輪轂冷卻過(guò)程、包裝、倉(cāng)儲(chǔ)、運(yùn)輸過(guò)程中壓痕問(wèn)題的產(chǎn)生原因,發(fā)現(xiàn)壓痕的產(chǎn)生主要是由涂裝固化不足、倉(cāng)儲(chǔ)運(yùn)輸過(guò)程中溫度過(guò)高、包材中有析出物沉積到表面、丙烯酸涂膜的Tg不高等因素影響;本研究對(duì)輪轂的涂裝烘烤條件、輪轂成品的包裝、運(yùn)輸提供了指導(dǎo)。
同時(shí)我們研究了壓痕的測(cè)試方法,開(kāi)發(fā)了新的丙烯酸透明粉產(chǎn)品,在保持原先丙烯酸產(chǎn)品性能基礎(chǔ)上,有效地減少了壓痕的產(chǎn)生。
1 試驗(yàn)部分
1.1 原材料
高環(huán)氧當(dāng)量丙烯酸樹(shù)脂:工業(yè)級(jí),Anderson;中環(huán)氧當(dāng)量丙烯酸樹(shù)脂:工業(yè)級(jí),Anderson;低環(huán)氧當(dāng)量丙烯酸樹(shù)脂:工業(yè)級(jí),Anderson;十二烷二酸:工業(yè)級(jí),CATHAY;十烷基二酸:工業(yè)級(jí),進(jìn)口;紫外線吸收劑、光穩(wěn)定劑:工業(yè)級(jí),Basf;抗氧劑:工業(yè)級(jí),Basf;粉末涂料通用助劑(流平劑、安息香):工業(yè)級(jí),進(jìn)口。
1.2 主要設(shè)備
Ф30 型雙螺桿擠出機(jī):ZSK30 ,Germany;分散機(jī):PILOT1000 ,Germany; ACM磨粉系統(tǒng): ACM 2 PSR, Hosokawa mikropul; 小型靜電噴涂設(shè)備: GM02,金馬;烘箱; Thermo scientific, Germany等。
1.3 粉末涂料及其涂層制備過(guò)程
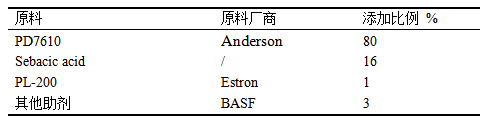
按設(shè)計(jì)配方(如表1)稱取各組分,粉碎機(jī)充分預(yù)混合完畢后通過(guò)雙螺桿擠出機(jī)在設(shè)定溫度下進(jìn)行熔融擠出,擠出片料經(jīng)冷卻、粉碎、過(guò)篩、靜電噴涂、熱固化成膜,最后對(duì)涂膜進(jìn)行性能測(cè)試。
表1 丙烯酸透明粉配方
Table 1 Formulation of acrylic clear powder
1.4 性能測(cè)試
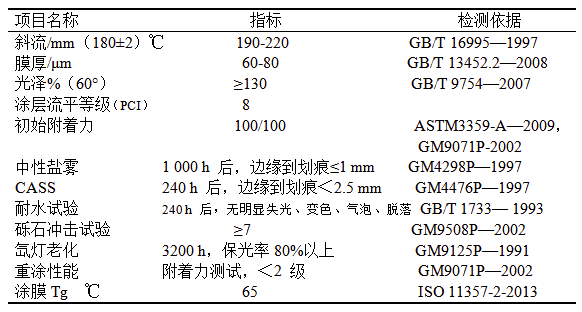
粉末涂料性能測(cè)試如表2 所示。
表2 粉末涂料性能測(cè)試
Table 2 Performance Test of Powder Coatings
2 結(jié)果與討論
現(xiàn)在汽車(chē)使用的鋁輪轂,在涂裝下線后,會(huì)在倉(cāng)庫(kù)中存放,在送至主機(jī)廠的過(guò)程中,有卡車(chē)運(yùn)輸或者海運(yùn)過(guò)程,在炎炎夏季,卡車(chē)運(yùn)輸或者海運(yùn)過(guò)程的溫度會(huì)超過(guò)40℃,甚至有的集裝箱溫度會(huì)達(dá)到70℃,層層疊疊的輪轂疊放層數(shù)一旦超過(guò)4層,最下層的輪轂邊緣就容易出現(xiàn)壓痕;而在較低溫度的冬季和春季,不會(huì)出現(xiàn)壓痕問(wèn)題。
檢查整個(gè)涂裝生產(chǎn)過(guò)程,涂膜的固化度過(guò)低的情況下,容易出現(xiàn)壓痕;包裝材料的材質(zhì)也會(huì)造成壓痕問(wèn)題,同時(shí)輪轂出烘烤線后的冷卻過(guò)程會(huì)加劇壓痕的產(chǎn)生。
2.1 輪轂出烘烤線后的冷卻程度對(duì)壓痕的影響
在夏季中國(guó)多數(shù)鋁輪轂OEM制造商所在地區(qū)的氣溫長(zhǎng)期處于35℃以上的高溫,輪轂的產(chǎn)量非常巨大,輪轂出烘烤線后,冷卻程度會(huì)對(duì)輪轂壓痕產(chǎn)生影響,我們按照輪轂的不同冷卻時(shí)間,在35℃室外溫度下暴曬7天,觀察輪轂產(chǎn)生壓痕的情況,發(fā)現(xiàn)冷卻時(shí)間約長(zhǎng)的,壓痕的產(chǎn)生比例越小,如表3。
表3 不同冷卻時(shí)間下的壓痕實(shí)驗(yàn)結(jié)果
Table 3 Press Mark results of indentation at different cooling times

2.2 倉(cāng)儲(chǔ)過(guò)程中的條件與壓痕的關(guān)系
在夏季中國(guó)多數(shù)鋁輪轂OEM制造商所在地區(qū)的氣溫長(zhǎng)期處于35℃以上的高溫,OEM廠家的庫(kù)房一般不會(huì)有空調(diào),在生產(chǎn)過(guò)程中輪轂疊放的層數(shù)、暫時(shí)存放的環(huán)境溫度、轉(zhuǎn)運(yùn)中的晃動(dòng),夏季暫時(shí)存放的溫度會(huì)上升到58℃,運(yùn)輸和海運(yùn)過(guò)程中輪轂疊放包裝的層數(shù)、晃動(dòng),都會(huì)給輪轂的丙烯酸透明粉涂膜造成壓痕的產(chǎn)生。表3是檢查輪轂疊放的層數(shù),在一定的溫度下產(chǎn)生壓痕的關(guān)系。
表4 輪轂疊放層數(shù)、溫度和壓痕的關(guān)系
Table 4 Relationship between the number of layers、temperature and Press Mark
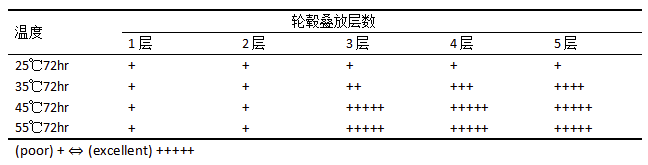
可見(jiàn),溫度和施加的壓強(qiáng)(疊放的層數(shù))與壓痕的產(chǎn)生有絕對(duì)關(guān)系,3層輪轂疊放一起,是壓痕發(fā)生的起始層數(shù),35℃的環(huán)境溫度,是壓痕發(fā)生的起始溫度。轉(zhuǎn)運(yùn)和運(yùn)輸過(guò)程的晃動(dòng),難以用數(shù)據(jù)的形式進(jìn)行描述,一般被認(rèn)為,這種晃動(dòng)會(huì)加劇壓痕的產(chǎn)生。
2.3 壓痕問(wèn)題的檢驗(yàn)方法
因壓痕是鋁輪轂在一定溫度、一定疊放層數(shù)下,存放較長(zhǎng)時(shí)間才產(chǎn)生的問(wèn)題,實(shí)驗(yàn)室內(nèi)替代的、快速的檢測(cè)方法可以采用模擬輪轂存放的自然環(huán)境進(jìn)行,如圖1是一種快速測(cè)試方案,可以快速的模擬壓痕的產(chǎn)生。
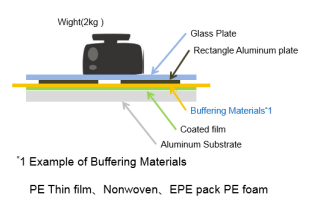
圖1 實(shí)驗(yàn)室模擬壓痕的產(chǎn)生裝置
注:(1)如上圖所示設(shè)置基板。
(2)在60、70或80℃/2kg(或500g)負(fù)荷下保持1hr。
(3)目視檢查去掉包裝材料時(shí)涂層上的壓痕印記狀態(tài)
按照上圖1的測(cè)試方法,如果有壓痕產(chǎn)生,就會(huì)出現(xiàn)下圖2 測(cè)試樣板左邊的壓痕印記,而右邊的測(cè)試樣板就沒(méi)有出現(xiàn)壓痕印記。
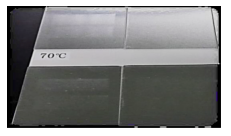
圖2 壓痕印記
2.4 包裝材質(zhì)對(duì)產(chǎn)生壓痕問(wèn)題的影響
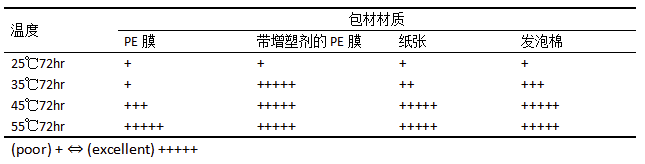
鋁輪轂包裝后,接觸輪轂涂層的包材,其物質(zhì)在高溫下,分子運(yùn)動(dòng)會(huì)加快,表4是包材材質(zhì)對(duì)壓痕問(wèn)題的影響。測(cè)試表明,帶增塑劑的PE材料,會(huì)促進(jìn)壓痕的產(chǎn)生。
表5 包材對(duì)壓痕的影響
Table 5 Influence of Packaging Materials on Press Mark
2.5 固化度對(duì)產(chǎn)生壓痕問(wèn)題的影響
鋁輪轂產(chǎn)生壓痕問(wèn)題,除了檢查存儲(chǔ)環(huán)境外,還要檢查涂膜的固化度以及丙烯酸透明粉涂膜的性能。固化度程度實(shí)際上影響的是丙烯酸涂膜的交聯(lián)密度(交聯(lián)密度的測(cè)試方法可以使用DMA儀進(jìn)行測(cè)定),在標(biāo)準(zhǔn)固化條件內(nèi),固化時(shí)間越長(zhǎng),涂膜的Tg越高。所以只要測(cè)試不同狀態(tài)的丙烯酸透明粉涂膜,就能模擬固化過(guò)程對(duì)產(chǎn)生壓痕問(wèn)題的影響。
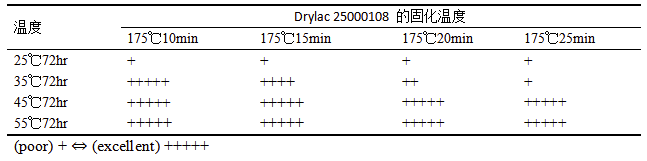
高光丙烯酸透明粉標(biāo)準(zhǔn)的常溫固化條件是20min@175℃,可以利用改變固化條件模擬OEM工廠的不同固化過(guò)程,表5是測(cè)試同一型號(hào)丙烯酸透明粉在不同的固化條件下,涂膜壓痕產(chǎn)生的程度。可見(jiàn),固化程度不足的情況下,會(huì)促進(jìn)丙烯酸涂膜壓痕的產(chǎn)生。
表6 同一型號(hào)丙烯酸透明粉在不同的固化條件涂膜壓痕產(chǎn)生的程度
Table 6 Influence of different curing conditions on Press Mark
2.6 新型抗壓痕丙烯酸透明粉的開(kāi)發(fā)
2.6.1 丙烯酸透明粉中所用助劑對(duì)壓痕性能的影響
(1)流平劑
丙烯酸透明粉中所用的流平劑可以是丙烯酸酯類液體流平劑或酰胺改性類固體流平劑,他們的典型代表是PL-200和POWDERMATE 570FL,我們使用實(shí)驗(yàn)室模擬壓痕產(chǎn)生的的裝置測(cè)試流平劑的選用及數(shù)量對(duì)壓痕產(chǎn)生的影響如表6所示。
表7 流平劑種類及用量對(duì)壓痕產(chǎn)生的影響
Table 7 Effect of type and quantity of leveling agent on Press Mark
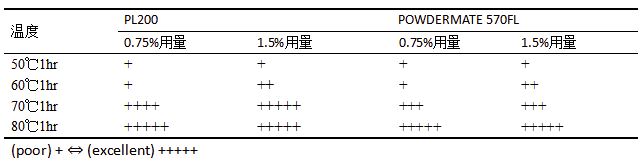
從測(cè)試可以看出,在存儲(chǔ)環(huán)境低于80℃時(shí),隨著丙烯酸酯類液體流平劑增多,體系涂膜產(chǎn)生壓痕的幾率增大。而在存儲(chǔ)環(huán)境溫度較高時(shí)(≥80℃),流平劑種類對(duì)壓痕的影響相對(duì)較小。
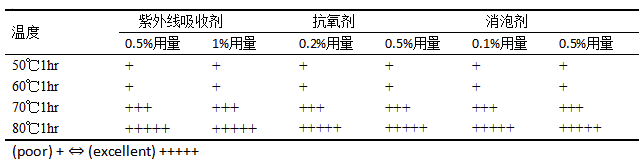
(2)紫外線吸收劑、抗氧劑、消泡劑
丙烯酸透明粉所用的紫外線吸收劑多為三嗪類,抗氧劑為醇酯類,消泡劑可用苯偶姻。經(jīng)過(guò)測(cè)試,他們的使用量不會(huì)促進(jìn)壓痕的產(chǎn)生。我們使用實(shí)驗(yàn)室模擬壓痕產(chǎn)生的的裝置測(cè)試這些助劑對(duì)壓痕的作用,如表7所示。
表8 一些助劑的使用量對(duì)壓痕產(chǎn)生的作用
Table 8 effect of quantity of some agent on Press Mark
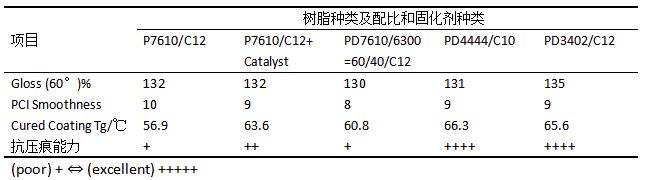
2.6.2 丙烯酸透明粉中樹(shù)脂和固化劑的選擇對(duì)壓痕性能的影響
涂膜Tg越高的丙烯酸透明粉,抗壓痕性能越好,而制取高涂膜Tg的丙烯酸透明粉,可以從樹(shù)脂、固化劑的種類進(jìn)行測(cè)試。表8是選用不同樹(shù)脂、固化劑的測(cè)試記錄。
表9 不同樹(shù)脂、配比、固化劑種類對(duì)抗壓痕能力的作用
Table 9 Effects of different resins、ratios and curing agents on Press Mark resistance
3 結(jié)語(yǔ)
根據(jù)汽車(chē)鋁輪轂出現(xiàn)壓痕問(wèn)題,考察了鋁輪轂存儲(chǔ)、運(yùn)輸過(guò)程中環(huán)境溫度狀況、輪轂疊加層數(shù),考察了環(huán)境溫度、疊加層數(shù)對(duì)壓痕的影響,同時(shí)分析了固化度、涂膜Tg對(duì)壓痕的影響,開(kāi)發(fā)了新的丙烯酸透明粉產(chǎn)品,在保持原先丙烯酸產(chǎn)品性能基礎(chǔ)上,有效的減少了壓痕的產(chǎn)生,提升了國(guó)內(nèi)汽車(chē)鋁輪轂涂裝行業(yè)綠色涂料制造與涂裝技術(shù)的進(jìn)步,降低了國(guó)內(nèi)在汽車(chē)零部件制造領(lǐng)域的生產(chǎn)成本。
作者:汪志成,付光明,周慎超 /老虎表面技術(shù)新材料(蘇州)有限公司
來(lái)源:中國(guó)粉末涂料與涂裝行業(yè)年會(huì)論文集
 “熬”出來(lái)的偉大!三棵樹(shù)戈6玄奘之路見(jiàn)證企業(yè)韌性生長(zhǎng)
“熬”出來(lái)的偉大!三棵樹(shù)戈6玄奘之路見(jiàn)證企業(yè)韌性生長(zhǎng)
 562.21億元!三棵樹(shù)榮登《中國(guó)500最具價(jià)值品牌》涂料榜第一!
562.21億元!三棵樹(shù)榮登《中國(guó)500最具價(jià)值品牌》涂料榜第一!
 彩涂板突破千億,粉末涂裝迎來(lái)新機(jī)遇
彩涂板突破千億,粉末涂裝迎來(lái)新機(jī)遇
 中東地緣沖突推高國(guó)際油價(jià)!雙酚A、ECH、環(huán)氧樹(shù)脂借勢(shì)擺脫跌勢(shì)
中東地緣沖突推高國(guó)際油價(jià)!雙酚A、ECH、環(huán)氧樹(shù)脂借勢(shì)擺脫跌勢(shì)
 中國(guó)建筑涂料用乳液行業(yè):市場(chǎng)擴(kuò)容與格局重塑下的機(jī)遇與挑戰(zhàn)!
中國(guó)建筑涂料用乳液行業(yè):市場(chǎng)擴(kuò)容與格局重塑下的機(jī)遇與挑戰(zhàn)!
 涂料行業(yè)突圍之道:從同質(zhì)化困局到特色品牌突圍!
涂料行業(yè)突圍之道:從同質(zhì)化困局到特色品牌突圍!
 涂料行業(yè)如何在多元機(jī)遇下取得突破?
涂料行業(yè)如何在多元機(jī)遇下取得突破?
 涂料行業(yè)"四化"發(fā)展:轉(zhuǎn)型與突圍的必由之路!
涂料行業(yè)"四化"發(fā)展:轉(zhuǎn)型與突圍的必由之路!
 2025上半年防水涂料市場(chǎng):“強(qiáng)者愈強(qiáng)”格局鮮明!
2025上半年防水涂料市場(chǎng):“強(qiáng)者愈強(qiáng)”格局鮮明!
 步入高速發(fā)展|中國(guó)無(wú)機(jī)礦物涂料市場(chǎng)規(guī)模達(dá) 43.8 億元!
步入高速發(fā)展|中國(guó)無(wú)機(jī)礦物涂料市場(chǎng)規(guī)模達(dá) 43.8 億元!
 云聽(tīng)《煥然新生》第一期 | 三棵樹(shù)小森板與您共筑美好家居
云聽(tīng)《煥然新生》第一期 | 三棵樹(shù)小森板與您共筑美好家居
 “樹(shù)”說(shuō)新語(yǔ),溫暖傳遞 | 三棵樹(shù)小林線下公益首展,讓愛(ài)“益”起出發(fā)!
“樹(shù)”說(shuō)新語(yǔ),溫暖傳遞 | 三棵樹(shù)小林線下公益首展,讓愛(ài)“益”起出發(fā)!
 文化傳承紫荊綻放 三棵樹(shù)亮相香港文博會(huì)
文化傳承紫荊綻放 三棵樹(shù)亮相香港文博會(huì)
 再樹(shù)全球綠色建筑新標(biāo)桿 三棵樹(shù)斬獲“LEED ID+C鉑金級(jí)”認(rèn)證
再樹(shù)全球綠色建筑新標(biāo)桿 三棵樹(shù)斬獲“LEED ID+C鉑金級(jí)”認(rèn)證

主辦單位:中國(guó)住建部建筑涂料工程研究中心 | 合作單位:《中國(guó)建筑色卡》項(xiàng)目組
涂料技術(shù)總?cè)海?15349093 | 涂料商務(wù)總?cè)海?25412434 | 涂料商務(wù)總?cè)海?25412434
站長(zhǎng)信箱:coatingol@163.com | 業(yè)務(wù)QQ: 1561418108 | 電話:15986629950(微信同號(hào))
涂料在線 版權(quán)聲明 | 免責(zé)聲明 | 粵ICP備18041746號(hào) | 涂料在線——涂料、油漆行業(yè)門(mén)戶!
監(jiān)督管理局企業(yè)主體身份公示")