

摘要
摘要:涂裝的目的是為了起到防護作用、裝飾作用及特種功能。目前涂裝工藝可歸納為:前處理→噴涂→固化三個步驟,而要獲得良好的涂裝質量需控制好基材表面質量、前處理質量、涂裝環境及固化效果,且不同的被涂物的質量標準也不一樣。以渣土車箱為例,分析了涂裝過程中影響產品質量的因素涂料在線coatingol.com。
關鍵詞:涂裝工藝 工程機械粉末涂裝
0引言
品內在品質的同時,也在關注產品的外觀裝飾性,對工程機械的外觀質量提出了更高的要求。而涂裝質量的好壞直接影響到工程機械產品的外觀、市場競爭力及使用壽命[1]。因此,保證和提高涂裝工藝質量對于工程機械產品和企業都有著十分重要的意義。因此,工程機械產品對于原材料表面質量、工件前處理質量、涂裝環境、固化效果等方面格外重視。
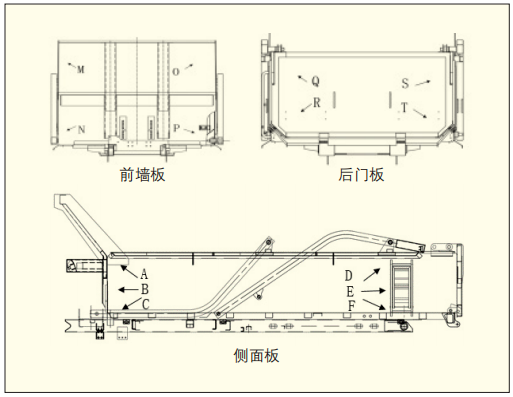
以渣土車為例,對其涂裝質量要求、涂裝工藝進行分析,探討其涂裝生產中相關的幾個控制點。如圖1所示,渣土車箱以厚鋼板焊接成的結構件,是整車的重要外觀覆蓋件。
1 質量檢測項目及技術指標
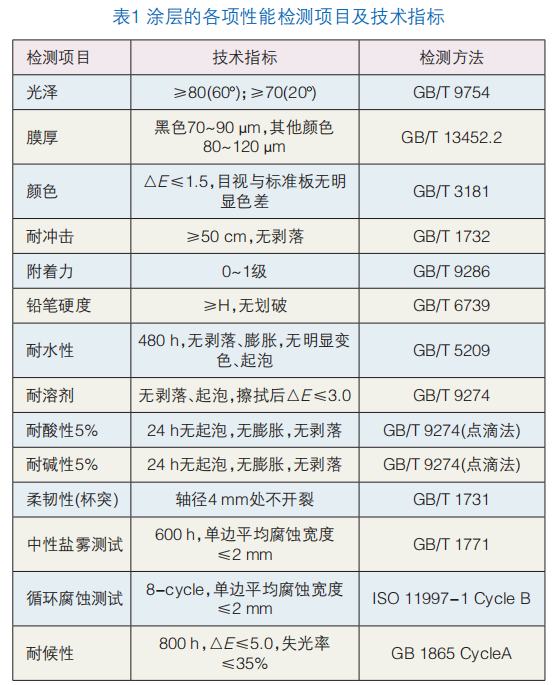
對圖1中的渣土車箱而言,涂層的質量就是要獲得良好的外觀和防護功能。因此為滿足該要求,對產品質檢制定若干項檢測項目及技術指標。
表1中的性能指標在實際生產中,要想對這些項目都進行檢驗是不現實的,也沒有必要。比如耐水性、耐酸、堿性是由粉末本身性能決定的,因此在粉末正式使用前進行一次檢測實驗,不需要在正常生產時對工件的漆膜進行檢驗。而像光澤、顏色、涂膜的厚度等直接影響到涂裝外觀的檢驗項目,就需要進行全檢。另外檢測附著力時會破壞涂膜,因此一般進行抽檢。
2 涂裝的工藝過程
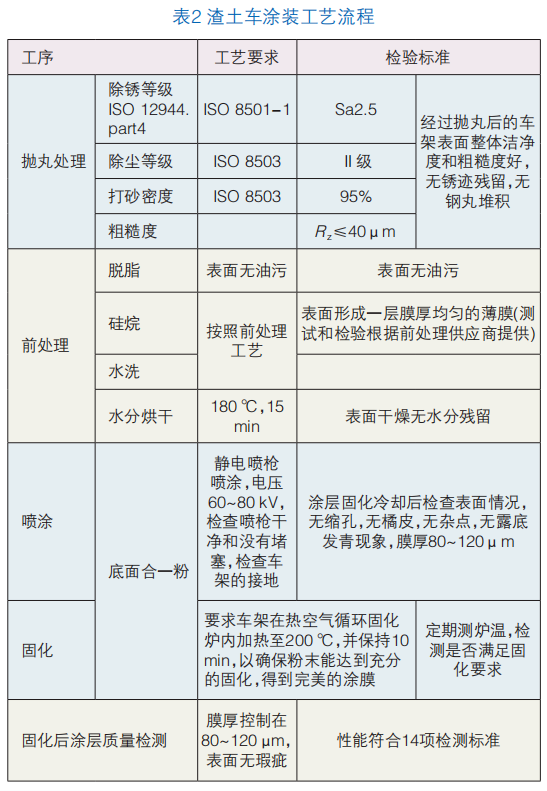
盡管不同結構件底材處理側重點不盡相同,但基本的涂裝工藝流程是相同的。由于工程機械范圍廣、規格多、整機重、零部件大,涂裝工藝一般分為四個階段:拋丸處理→化學前處理→噴涂作業→固化或干燥。但是同類的工件在不同的企業生產出來的涂裝質量卻存在差距,同樣的工件在同樣的企業由于生產批次不同涂裝質量也存在差距,質量問題時有發生。如表2是渣土車涂裝的工藝流程。
3 影響涂膜質量的因素
3.1 材料表面質量
工件材料本身的表面質量對涂裝而言十分關鍵,會影響到成品涂膜的質量。由于材料都是購買的,因此需要在材料采購時就要確保表面質量。另外材料的存放和防護也是一個關鍵,再好的鋼材露天存上半年也都會銹蝕,時間越長銹蝕越嚴重。
3.2 表面處理-拋丸、化學前處理
涂裝粉末前工件需要經過拋丸和化學前處理,其中的工序較多,不僅每一道工序都會對涂裝質量造成影響,而且不同工序造成的影響程度也不一樣。
3.2.1 拋丸
拋丸處理在工程機械中普遍采用,不僅可以去除表面氧化皮等雜質提高外觀質量,而且可以強化工件表面,提高其疲勞強度。拋丸處理的工件表面質量主要是兩個方面:一個是潔凈度,影響到涂膜的附著力;另一個是表面粗糙度,影響到涂膜的外觀質量。
要保證表面拋丸處理的質量,首先確保拋丸設備的正常運行,再根據工件的類型確認鋼丸的尺寸、噴頭的角度、擊打力度。需要注意的是處理過后的工件不能長期存放,否則表面會再次出現嚴重的銹蝕或氧化皮。
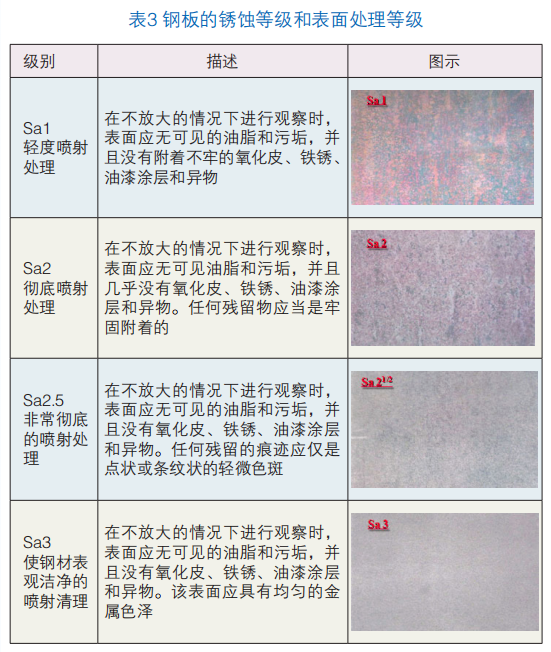
根據ISO8501《涂裝油漆和相關產品前的鋼材的預處理表面清潔度的目測評估》標準,將拋丸(噴沙)除銹的質量分為Sa1、Sa2、Sa2.5和Sa3四個等級,要想獲得良好的涂層附著力,必須達到Sa2.5 以上,如表3。
3.2.2 化學前處理
作為涂裝的工件,工件表面要求無水、無油、無銹、無灰塵雜質。因此需要通過化學前處理來除去工件表面的水、油、灰塵等雜質,否則會影響涂膜與工件表面的附著力,并出現針孔、氣孔、縮孔等缺陷,嚴重時還會導致涂膜起皮,起皺,甚至大面積脫落。
工程機械中化學前處理一般采用磷化或硅烷兩種表面處理。而本文討論的(xx客戶)渣土車前處理使用的是硅烷表面處理,如表4,分為7階段:預脫脂→脫脂→水洗1→純水洗1→硅烷→純水洗2→水分烘干[2]。
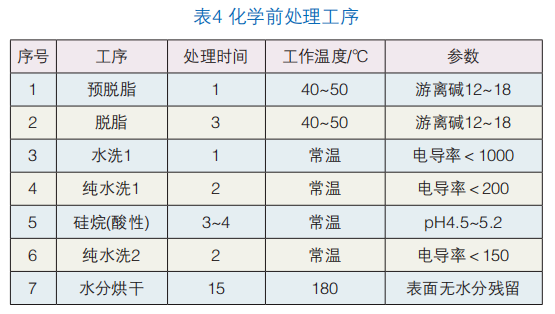
先進入脫脂工序除去工件表面的油污,然后經過水洗,將工件表面的脫脂殘留液清洗干凈,再進入硅烷處理,之后經過一道純水洗工序,最后進行水分烘干。需要注意的是:
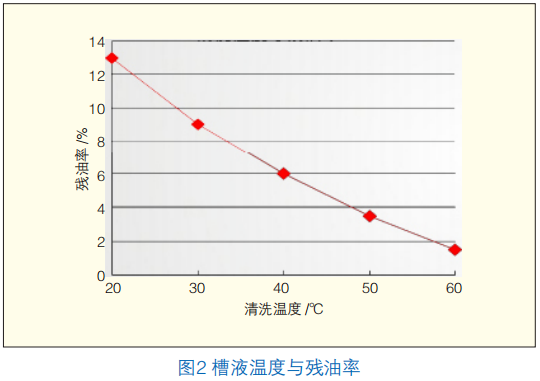
①脫脂是通過皂化反應處理表面油污,因此需要一定溫度,所以脫脂時要控制好槽液的溫度,如圖2。油污若有殘留,會導致涂膜出現縮孔、附著力差等問題。
②硅烷處理又稱鈍化或陶化,本文渣土車箱硅烷槽液呈酸性,因此處理后的工件不可以長期放置,以防出現返銹現象。
③硅烷后純水洗的工件一定要將水分烘干,否則會導致涂膜出現針孔或氣孔。
3.3 涂裝環境
涂裝環境直接影響到涂裝外觀,有時還會影響到涂膜附著力。涂裝環境主要考慮空氣的相對濕度、溫度和噴粉房的清潔度。濕度過高,可能會在工件表面凝聚水分,導致漆膜在外觀上出現氣孔。溫度過高,會導致粉末出現結塊現象。噴粉房清潔度則影響到外觀,易使涂膜表面出現雜點或顆粒。因此需要注意以下幾點:
① 控制好室內溫度,最好不要高于35 ℃;
② 最佳環境濕度為30%~70%,當相對濕度超過85%,氣溫下降時,被涂物表面的溫度會低于氣溫(鋼結構表面在這種情況下的溫度常常會低于氣溫),其表面就會有水氣附著表面;
③ 室內作業時,保持室內空氣的流通,所以對室內的送風量大于排風量,而且應使排入的空氣經過除塵、去濕處理;
④ 要保證環境清潔度,減少空氣中大于10 μm以上的塵埃;
⑤應注意電火與粉末不能離得太近。
3.4 固化效果-溫度、時間
粉末的固化過程分為三個階段:聚結、熔融及流平、固化。噴涂完粉末后,只有經過一段時間的高溫固化,才能形成外觀和性能良好的涂膜。否則會出現涂膜固化不良,導致涂膜的附著力會出現嚴重問題。因此,固化溫度、時間對涂膜的附著力有重大影響。
我們要清楚,粉末涂料的固化溫度跟烘烤溫度是有區別的。烘烤溫度一般是涂裝線設定的爐溫溫度。而固化溫度是粉末達到涂膜固化所需要的溫度。簡單說,就是工件溫度要達到該粉末固化所需的溫度。要注意的是:需要根據工件的厚薄,噴涂粉末工件的多少,粉末要求的固化溫度,來合理設定烘烤溫度和時間。因此,對于烘烤溫度和時間的設定需要測量后才能決定。
① 使用爐溫儀測量爐溫,多次測量不同厚薄工件、不同數量工件的溫度變化曲線及實際的烘烤環境下的空氣溫度。
② 根據粉末要求的固化溫度設定烘烤溫度,測試噴涂粉末后對應工件的涂層附著力是否達標,來設定合適的烘烤溫度和時間。
4 結語
① 工程機械產品涂層的防護質量在很大程度上取決于涂裝前處理質量的好壞[3]。
② 除了前處理質量的控制以外,工件材料、涂裝環境、固化溫度和時間等任一環節出現問題,都可能會出現質量問題。
③ 由于涂裝的工序較多,每一道工序都會對涂膜質量造成不同程度的影響,而有些影響是致命性的,一旦出現就只能返工。因此,對關鍵工序重點控制,避免出現質量事故。
參考文獻:
[1] 張瑞,倪玲華,陳吉祥,等. 淺議工程機械涂裝質量的幾個關鍵控制點[J]. 建筑機械化,2012(12):69-71.
[2] 周傳彥,季建華,施國穎,等. 現代工程機械涂裝前處理工藝現狀及發展趨勢[J]. 材料保護,2020,53(S01):60-63.
[3] 雷驚天,馮炬,楊雪,等. 淺談工程機械涂裝前處理的最新進展:第十五屆全國涂料與涂裝技術信息交流會暨商用車、工程機械、軌道交通涂裝技術研討會論文集[C]. 合肥,2012:216-219.
來源:2021/2022中國粉末涂料與涂裝行業年會會刊
作者:文 / 施曉杰(黃山華佳表面科技有限公司)
 “熬”出來的偉大!三棵樹戈6玄奘之路見證企業韌性生長
“熬”出來的偉大!三棵樹戈6玄奘之路見證企業韌性生長
 562.21億元!三棵樹榮登《中國500最具價值品牌》涂料榜第一!
562.21億元!三棵樹榮登《中國500最具價值品牌》涂料榜第一!
 彩涂板突破千億,粉末涂裝迎來新機遇
彩涂板突破千億,粉末涂裝迎來新機遇
 中東地緣沖突推高國際油價!雙酚A、ECH、環氧樹脂借勢擺脫跌勢
中東地緣沖突推高國際油價!雙酚A、ECH、環氧樹脂借勢擺脫跌勢
 中國建筑涂料用乳液行業:市場擴容與格局重塑下的機遇與挑戰!
中國建筑涂料用乳液行業:市場擴容與格局重塑下的機遇與挑戰!
 涂料行業突圍之道:從同質化困局到特色品牌突圍!
涂料行業突圍之道:從同質化困局到特色品牌突圍!
 涂料行業如何在多元機遇下取得突破?
涂料行業如何在多元機遇下取得突破?
 涂料行業"四化"發展:轉型與突圍的必由之路!
涂料行業"四化"發展:轉型與突圍的必由之路!
 2025上半年防水涂料市場:“強者愈強”格局鮮明!
2025上半年防水涂料市場:“強者愈強”格局鮮明!
 步入高速發展|中國無機礦物涂料市場規模達 43.8 億元!
步入高速發展|中國無機礦物涂料市場規模達 43.8 億元!
 云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
 “樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發!
“樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發!
 文化傳承紫荊綻放 三棵樹亮相香港文博會
文化傳承紫荊綻放 三棵樹亮相香港文博會
 再樹全球綠色建筑新標桿 三棵樹斬獲“LEED ID+C鉑金級”認證
再樹全球綠色建筑新標桿 三棵樹斬獲“LEED ID+C鉑金級”認證

主辦單位:中國住建部建筑涂料工程研究中心 | 合作單位:《中國建筑色卡》項目組
涂料技術總群:215349093 | 涂料商務總群:325412434 | 涂料商務總群:325412434
站長信箱:coatingol@163.com | 業務QQ: 1561418108 | 電話:15986629950(微信同號)
涂料在線 版權聲明 | 免責聲明 | 粵ICP備18041746號 | 涂料在線——涂料、油漆行業門戶!
