
0 引言
碳纖維是纖維狀的碳材料,其表面能低、潤(rùn)濕性 差且接觸角大,化學(xué)組成中碳元素占總質(zhì)量的 90%以 上。在工程應(yīng)用中,碳纖維材料可以單獨(dú)使用,但 絕大多數(shù)是在一定的表面處理后,制備成復(fù)合材料的形式使用。其中,又以碳纖維增強(qiáng)樹脂基復(fù)合材料為實(shí)際應(yīng)用中的主要形式涂料在線coatingol.com。碳纖維增強(qiáng)復(fù)合材料以其 具有較高的比強(qiáng)度、比模量、耐高溫、抗腐蝕、熱力學(xué)性能優(yōu)良等特點(diǎn)獲得人們?cè)絹碓蕉嗟年P(guān)注。由于碳纖維材料具備種種優(yōu)異的性能,常被用作結(jié)構(gòu)材料以及耐高溫材料。在國(guó)外軍用領(lǐng)域方面,美國(guó)國(guó)防氣象衛(wèi)星的精密天線發(fā)射器、歐洲“阿里安 4” 運(yùn)載火箭的衛(wèi)星發(fā)射支架、儀器艙、大型整流罩以及第一、二級(jí)分離殼、助推器前錐和第二、三級(jí)間段等均采用了碳纖維復(fù)合材料;除軍用外,碳纖維材料在各型飛機(jī)及高速列車剎車系統(tǒng)、民用飛機(jī)及汽車復(fù)合材料結(jié)構(gòu)件、高性能碳纖維軸承、風(fēng)力發(fā)動(dòng)機(jī)大型葉片、 體育運(yùn)動(dòng)器材(如滑雪板、球拍、魚竿)等民用產(chǎn)品中 也得到了廣泛的應(yīng)用。
鑒于碳纖維增強(qiáng)復(fù)合材料具備的性能優(yōu)勢(shì),在某型地面裝備中得到了應(yīng)用。因碳纖維復(fù)合材料在裝 備服役環(huán)境中易受水分及其他腐蝕介質(zhì)的影響,強(qiáng)紫 外線會(huì)加速基材材料老化或促使機(jī)械性能降低,而涂覆的面漆具備特種功能,故在裝備生產(chǎn)制造過程中須進(jìn)行底面漆涂覆。涂料發(fā)揮作用的基本條件是與基材之間有良好的界面結(jié)合力(即附著力)。附著力是指涂層與基材間通過物理、化學(xué)、機(jī)械作用等方式 相互粘結(jié)在一起的能力。涂層的附著力越強(qiáng),與基材的結(jié)合性能越好,實(shí)用性、耐久性及相應(yīng)的功能作用就能更好的發(fā)揮。在某型裝備試驗(yàn)過程中,碳纖 維增強(qiáng)復(fù)合材料表面的涂層發(fā)生了剝離、脫落現(xiàn)象, 不僅嚴(yán)重影響了裝備正常功能的實(shí)現(xiàn),還造成科研進(jìn)度遲滯。針對(duì)上述問題,在開展原因分析的基礎(chǔ)上, 采取一系列措施,通過涂層附著力性能檢測(cè)及服役環(huán)境驗(yàn)證,改善表面涂層性能,提升了裝備質(zhì)量。
1 問題分析
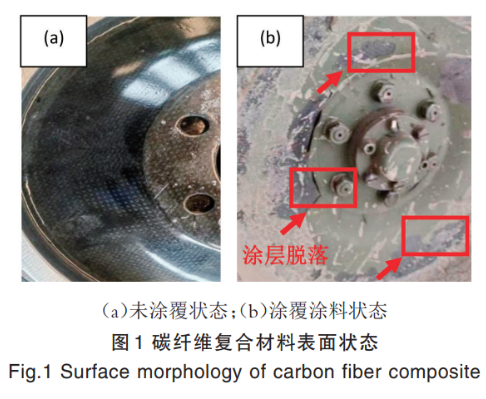
某型裝備碳纖維復(fù)合材料未涂覆狀態(tài)如圖1(a)所示,涂層脫落后的表面狀態(tài)如圖1(b)所示。分析表面涂層狀態(tài),發(fā)現(xiàn)涂層分離界面為碳纖維復(fù)合材料外表面,且底面漆整體脫落,尤以圓弧部位為甚。
為明確碳纖維復(fù)合材料表面涂層剝離、脫落的原因,對(duì)涂裝工藝流程開展了系統(tǒng)性的梳理分析。
1.1 基材表面質(zhì)量
涂層的附著力與基材表面粗糙度密切相關(guān),較為粗糙的基材表面能夠幫助涂料在流平過程中,更好地進(jìn)行粘附,避免涂料產(chǎn)生“滑移”;與此同時(shí),表面粗糙度的提升,增加了基材表面與涂料的接觸面積,更易于涂料附著。由圖1(a)可知,未涂覆及漆膜脫落后的碳纖維復(fù)合材料表面光滑、粗糙度小,涂料與基材之間的結(jié)合力低,不利于漆膜附著。因此,碳纖維基材材料表面光滑會(huì)造成涂層剝離、脫落。
1.2 底漆與基材適配性
涂料與基材的適配性是影響涂層性能的重要因素之一。碳纖維表面涂覆用底漆,選取了以特種環(huán)氧樹脂為成膜物質(zhì)、磷酸鋅為防銹顏料、改性胺類為固化劑的底漆,搭配以丙烯酸聚氨酯為成膜物質(zhì)的面漆。底漆及面漆之間適配性良好,復(fù)合涂層附著力可達(dá) 1 級(jí)(按照 GB/T 9286—2021 進(jìn)行檢測(cè)),多年使用過程中未發(fā)生咬底等質(zhì)量問題。但該底漆主要適用于鋼鐵、鋁、銅及不銹鋼等金屬表面,于碳纖維復(fù)合材料或其他非金屬表面未經(jīng)適應(yīng)性驗(yàn)證。在涂料使用過程中,可能因成膜物質(zhì)與碳纖維基材間表面能差距大,造成涂層成型過程中應(yīng)力強(qiáng),進(jìn)而導(dǎo)致附著力不佳。由此可知,底漆與碳纖維基材適配性不佳可能造成涂層附著力降低。
1.3 涂裝工藝
金屬表面涂裝效果的好壞,除了與基材材料和涂料本身的性能有關(guān)外,也取決于涂裝工藝。原碳纖維復(fù)合材料的涂裝工藝流程為:清洗→涂底漆→干燥(80 ℃烘干 1.5 h)→涂面漆→干燥(80 ℃烘干 1.5 h)→檢驗(yàn)。 通過調(diào)研發(fā)現(xiàn),工人未能嚴(yán)格執(zhí)行涂裝工藝,可能對(duì)碳纖維基材涂層的附著力造成影響。在對(duì)碳纖維基材噴漆過程中,先對(duì)表面進(jìn)行清洗除去雜質(zhì),再噴涂底漆,待底漆表干后即涂覆面漆。因底漆未能徹底干燥,濕膜情況下附著力低,加之碳纖維基材表面光滑,在此條件下涂覆面漆形成的復(fù)合涂層,其附著力性能難以得到保障。
2 試驗(yàn)過程
2.1 試驗(yàn)材料
2.2 試驗(yàn)設(shè)備與環(huán)境
產(chǎn)品及試板涂裝過程中使用 W-71 型空氣噴槍; 在進(jìn)行手工砂紙打磨前處理的同時(shí),使用 LCS100 型激光清洗機(jī)對(duì)碳纖維表面開展激光清洗;噴涂完畢后于涂裝生產(chǎn)線加熱烘干設(shè)備內(nèi)干燥;試板上涂層附著力檢測(cè)使用QFD型附著力檢測(cè)儀。為消除外部環(huán)境因素對(duì)試驗(yàn)的影響,避免腐蝕介質(zhì)削弱涂層性能,確保涂裝作業(yè)環(huán)境穩(wěn)定,試驗(yàn)開始前開啟通風(fēng)設(shè)備,調(diào)整環(huán)境溫度至15~25 ℃,相對(duì)濕度45%~55%。
2.3 試驗(yàn)內(nèi)容
根據(jù)問題分析得出的影響涂層附著力原因,通過適當(dāng)?shù)钠崆疤幚砀纳?碳纖維表面狀態(tài) 、提升粗糙度;根據(jù)基材特性,采用復(fù)合材料專用底漆,并制定涂裝工藝;結(jié)合前期經(jīng)驗(yàn),優(yōu)化涂裝工藝過程,確定最佳干燥固化參數(shù)。綜合上述工藝改進(jìn)方法,使碳纖維復(fù)合材料底面漆涂層體系附著力≤1級(jí),并順利通過裝備服役環(huán)境驗(yàn)證。
2.4 試驗(yàn)措施
綜合前文所分析的原因,針對(duì)碳纖維表面使用激光清洗及手工打磨方式,提升粗糙度;在開展適當(dāng)前處理的基礎(chǔ)上,使用復(fù)合材料專用底漆及丙烯酸聚氨 酯類面漆,結(jié)合適當(dāng)?shù)墓に噮?shù),對(duì)碳纖維基材進(jìn)行表 面噴涂。涂覆后的標(biāo)準(zhǔn)試板經(jīng)劃圈法(GB/T 1720—2020)及劃格法(GB/T 9286—2021),分別測(cè)定底漆附著力與底面漆間結(jié)合力;涂覆后零部件經(jīng)高海拔、高相對(duì)濕度、高溫條件下裝備服役環(huán)境 500 km 里程驗(yàn)證考核。
2.4.1 漆前處理試驗(yàn)
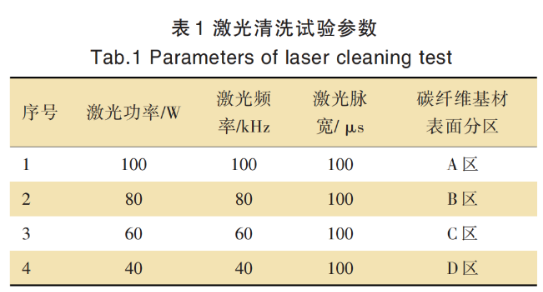
(1)激光清洗試驗(yàn)為去除碳纖維基材表面灰塵等雜質(zhì),同時(shí)提高粗糙 度,使用LCS 100型激光清洗機(jī)進(jìn)行基材表面處理。在同一碳纖維零部件上劃分區(qū)域,開展試驗(yàn)。結(jié)合激光清洗機(jī)可調(diào)整變量,制定試驗(yàn)參數(shù)如表1所示。
(2)手工打磨試驗(yàn)在開展激光清洗前處理試驗(yàn)的同時(shí),對(duì)碳纖維基 材還進(jìn)行了傳統(tǒng)的手工打磨后清洗處理,具體操作要 求如下:
①使用防護(hù)工具或工裝對(duì)零部件非噴漆表面進(jìn)行 防護(hù)后,使用粗砂紙(120# )對(duì)碳纖維表面進(jìn)行打磨; ②對(duì)圓弧及過渡部位進(jìn)行重點(diǎn)打磨。手工打磨采用交叉法,各方向打磨次數(shù)須≥3 道次,每方向打磨 完畢后,旋轉(zhuǎn)一定角度進(jìn)行另一方向的打磨。手工打磨至碳纖維表面輕微發(fā)白;③手工打磨完畢后,使用清洗劑清洗碳纖維表面。激光清洗及手動(dòng)打磨后,噴涂原環(huán)氧樹脂涂料,以確定最優(yōu)前處理方案。
2.4.2 復(fù)合材料專用底漆涂裝試驗(yàn)
在制定最優(yōu)前處理方案基礎(chǔ)上,分別于碳纖維標(biāo)準(zhǔn)試板及零部件表面噴涂復(fù)合材料專用底漆及底面漆涂層體系。噴涂復(fù)合材料專用底漆≥2 道,涂覆厚度 40~60 μm。涂覆底漆完畢后,于烘干設(shè)備內(nèi) 80 ℃×1.5 h 干燥,再涂丙烯酸聚氨酯面漆≥2 道,涂覆厚度 30~60 μm。底面漆涂覆后徹底干燥。
2.4.3 裝備服役環(huán)境驗(yàn)證
將涂覆了復(fù)合材料專用底漆及丙烯酸聚氨酯面漆的零部件,搭載于某型號(hào)地面裝備上,為更加準(zhǔn)確地表征涂層于裝備實(shí)際服役環(huán)境中的性能,特將零部件安裝于靠近地面位置處,使涂層經(jīng)受砂石飛濺、高強(qiáng)度振動(dòng)的沖擊,并通過在高溫、高濕、高海拔地區(qū)的 服役環(huán)境開展綜合性能驗(yàn)證考核。
3 試驗(yàn)結(jié)果分析
3.1 前處理效果對(duì)比
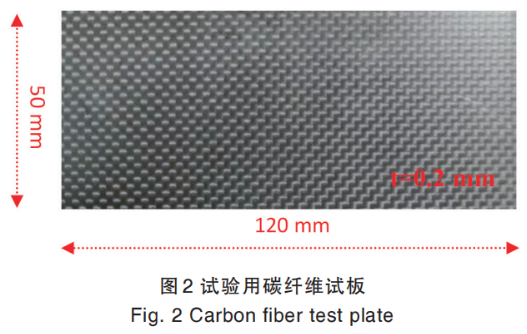
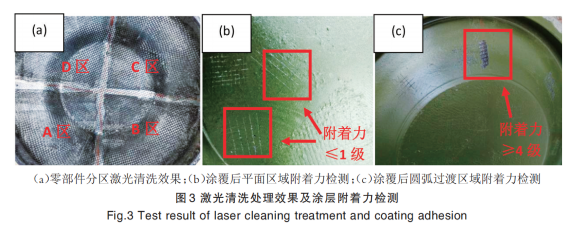
按照表1參數(shù),在同一件碳纖維零部件上進(jìn)行分區(qū)激光清洗。對(duì)比圖2 及圖3(a)可知,激光清洗后碳纖維表面顏色加深,但隨著激光功率及頻率的改變, 表面處理效果無明顯變化。在各分區(qū)平面位置使用劃格法測(cè)附著力≤1 級(jí);圓弧過渡位置涂層發(fā)生較大面積脫落,附著力≥4 級(jí)。由此可知,激光清洗對(duì)平面的處理效果較好,噴涂環(huán)氧樹脂底漆及丙烯酸聚氨酯面漆的涂層體系附著力強(qiáng);對(duì)圓弧及過渡部位的處理效果差。說明激光清洗效果可能受到零部件外形輪廓影響,因此在碳纖 維零部件上的推廣應(yīng)用有待進(jìn)一步試驗(yàn)。
(2)手工打磨
碳纖維零部件經(jīng)手工打磨至表面發(fā)白,并用清洗劑去除浮粉及雜質(zhì),如圖 4(a)所示。再噴涂環(huán)氧樹脂底漆及丙烯酸聚氨酯面漆,并使用劃格法測(cè)附著力,發(fā)現(xiàn)零部件平面位置處附著力≤1 級(jí),如圖 4(b)所 示;圓弧過渡位置附著力≤3 級(jí),如圖 4(c)所示。由此可知,相較于激光清洗,傳統(tǒng)的手工打磨方式更易操控,對(duì)圓弧過渡位置的清理、打磨作用更強(qiáng),因此可以提高表面涂層的附著力。但底面漆涂層體系與圓弧位置的附著力仍有較大改善的空間。通過對(duì)比試驗(yàn),確定以手工打磨后清洗作為前處理方式,在此基礎(chǔ)上開展復(fù)合材料專用底漆噴涂試驗(yàn)驗(yàn)證。
3.2 復(fù)合材料專用底漆涂裝試驗(yàn)
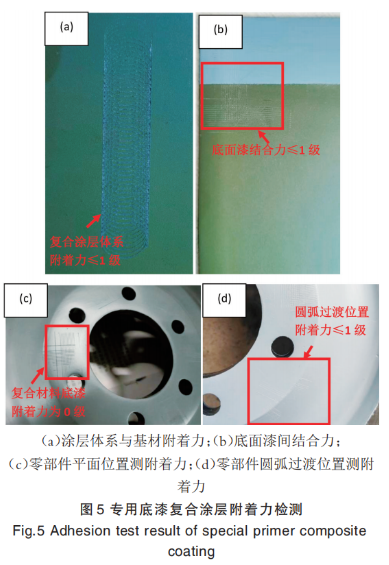
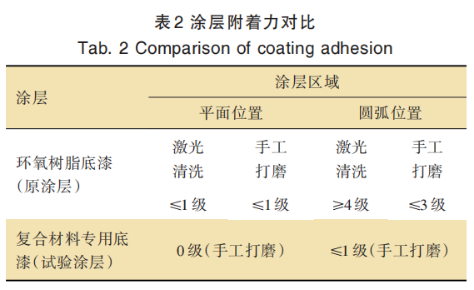
對(duì)圖 2 所示的碳纖維試板進(jìn)行手工打磨及清洗處理,并按照 2.4.2 中的要求,噴涂復(fù)合材料專用底漆及丙烯酸聚氨酯面漆。使用劃圈法測(cè)碳纖維試板底面漆涂層附著力≤1 級(jí),如圖 5(a)所示;使用劃格法測(cè)底面漆間結(jié)合力≤1 級(jí),如圖 5(b)所示。對(duì)涂覆底漆的碳纖維零部件進(jìn)行劃格法測(cè)附著力,平面位置處附著力為 0 級(jí),如圖 5(c)所示;圓弧過渡位置處附著力 ≤1 級(jí),如圖 5(d)所示。由此可知,涂覆了復(fù)合材料專用底漆的涂層較原涂層附著力有顯著提升,對(duì)比情況 如表 2 所示。
3.3 服役環(huán)境驗(yàn)證考核
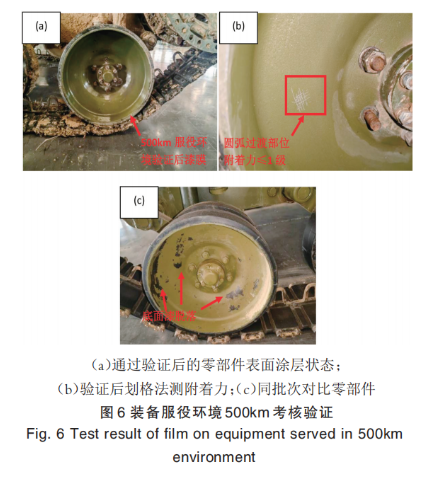
裝備搭載涂覆了復(fù)合材料專用底漆及丙烯酸聚氨酯面漆的零部件,完成了高溫、高濕、高海拔服役環(huán)境下500 km 的考核驗(yàn)證。碳纖維基材表面涂層完整、色澤均勻,無剝離、脫落等缺陷,如圖 6(a)所示。 對(duì)零部件圓弧位置使用劃格法測(cè)附著力≤1 級(jí),如圖 6(b)所示。同批次開展對(duì)比試驗(yàn)的其他底面漆涂層體系(改性環(huán)氧樹脂底漆+丙烯酸聚氨酯面漆,前處理為手工打磨),在服役環(huán)境下發(fā)生了較大面積的脫落,如圖 6(c)所示。由此可知,通過漆前處理及涂裝工藝參數(shù)優(yōu)化,涂覆了復(fù)合材料專用底漆及丙烯酸聚氨酯面漆的涂層體系,不僅靜態(tài)檢測(cè)下附著力強(qiáng),于裝備實(shí)際服役環(huán)境中也有良好的表現(xiàn)。
4 結(jié) 語
隨著航空航天領(lǐng)域、汽車制造業(yè)及國(guó)防工業(yè)對(duì)輕 量化高強(qiáng)度材料需求的與日俱增,碳纖維增強(qiáng)復(fù)合材料以其高比強(qiáng)度、比剛度以及優(yōu)異的耐高溫、抗摩擦 與耐腐蝕等特性得到越來越多的應(yīng)用。某型地面裝 備零部件采用了碳纖維基材制造,在前期試驗(yàn)過程中發(fā)生了涂層大面積脫落問題。本研究通過一系列工 藝試驗(yàn)、性能檢測(cè)及裝備服役環(huán)境驗(yàn)證,成功解決了漆膜剝離、脫落的問題,使裝備順利通過試驗(yàn)考核。在開展試驗(yàn)研究的基礎(chǔ)上,得出結(jié)論如下:
(1)通過適當(dāng)?shù)钠崆疤幚恚ú捎昧耸止ご蚰シ?式),提升碳纖維基材表面粗糙度,可以增加涂料與基 材間的物理機(jī)械結(jié)合力,從而提升涂層附著力;
(2)根據(jù)碳纖維基材特性研制適配的底漆,在手 工打磨提升表面粗糙度的基礎(chǔ)上,底漆附著力可達(dá) 0 級(jí),較原環(huán)氧樹脂涂層附著力 1 級(jí)有所提升;
(3)優(yōu)化后的涂裝工藝為:手工打磨后清洗→噴 涂復(fù)合材料專用底漆→烘干(80 ℃×1.5 h)→噴涂丙烯酸聚氨酯面漆→烘干(80 ℃×1.5 h)→檢驗(yàn)。通過 工藝優(yōu)化,復(fù)合材料專用底漆與丙烯酸聚氨酯面漆間 結(jié)合力可達(dá) 1 級(jí),復(fù)合涂層體系與碳纖維基材附著力 ≤1 級(jí),裝備通過高溫、高海拔、高濕服役環(huán)境下 500 km 里程考核。
(4)隨著時(shí)代的發(fā)展,新型材料的研發(fā)及應(yīng)用層出不窮,這就要求在常規(guī)鋼鐵、鋁合金、鈦合金等金屬材料以及塑料等非金屬材料用涂料的基礎(chǔ)上,通過研發(fā)新型涂料,采用激光清洗、等離子清洗等先進(jìn)表面 改性手段,綜合提升基材與涂料結(jié)合力,是表面處理工作者應(yīng)關(guān)注的重點(diǎn)之一。
作者:高植,惠春雷,任雁,宋旭杰,陳利華,鄔曉穎
(北京北方車輛集團(tuán)有限公司,北京 100072)
來源:涂層與防護(hù)
 “熬”出來的偉大!三棵樹戈6玄奘之路見證企業(yè)韌性生長(zhǎng)
“熬”出來的偉大!三棵樹戈6玄奘之路見證企業(yè)韌性生長(zhǎng)
 562.21億元!三棵樹榮登《中國(guó)500最具價(jià)值品牌》涂料榜第一!
562.21億元!三棵樹榮登《中國(guó)500最具價(jià)值品牌》涂料榜第一!
 彩涂板突破千億,粉末涂裝迎來新機(jī)遇
彩涂板突破千億,粉末涂裝迎來新機(jī)遇
 中東地緣沖突推高國(guó)際油價(jià)!雙酚A、ECH、環(huán)氧樹脂借勢(shì)擺脫跌勢(shì)
中東地緣沖突推高國(guó)際油價(jià)!雙酚A、ECH、環(huán)氧樹脂借勢(shì)擺脫跌勢(shì)
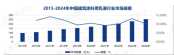 中國(guó)建筑涂料用乳液行業(yè):市場(chǎng)擴(kuò)容與格局重塑下的機(jī)遇與挑戰(zhàn)!
中國(guó)建筑涂料用乳液行業(yè):市場(chǎng)擴(kuò)容與格局重塑下的機(jī)遇與挑戰(zhàn)!
 涂料行業(yè)突圍之道:從同質(zhì)化困局到特色品牌突圍!
涂料行業(yè)突圍之道:從同質(zhì)化困局到特色品牌突圍!
 涂料行業(yè)如何在多元機(jī)遇下取得突破?
涂料行業(yè)如何在多元機(jī)遇下取得突破?
 涂料行業(yè)"四化"發(fā)展:轉(zhuǎn)型與突圍的必由之路!
涂料行業(yè)"四化"發(fā)展:轉(zhuǎn)型與突圍的必由之路!
 2025上半年防水涂料市場(chǎng):“強(qiáng)者愈強(qiáng)”格局鮮明!
2025上半年防水涂料市場(chǎng):“強(qiáng)者愈強(qiáng)”格局鮮明!
 步入高速發(fā)展|中國(guó)無機(jī)礦物涂料市場(chǎng)規(guī)模達(dá) 43.8 億元!
步入高速發(fā)展|中國(guó)無機(jī)礦物涂料市場(chǎng)規(guī)模達(dá) 43.8 億元!
 云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
云聽《煥然新生》第一期 | 三棵樹小森板與您共筑美好家居
 “樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發(fā)!
“樹”說新語,溫暖傳遞 | 三棵樹小林線下公益首展,讓愛“益”起出發(fā)!
 文化傳承紫荊綻放 三棵樹亮相香港文博會(huì)
文化傳承紫荊綻放 三棵樹亮相香港文博會(huì)
 再樹全球綠色建筑新標(biāo)桿 三棵樹斬獲“LEED ID+C鉑金級(jí)”認(rèn)證
再樹全球綠色建筑新標(biāo)桿 三棵樹斬獲“LEED ID+C鉑金級(jí)”認(rèn)證

主辦單位:中國(guó)住建部建筑涂料工程研究中心 | 合作單位:《中國(guó)建筑色卡》項(xiàng)目組
涂料技術(shù)總?cè)海?15349093 | 涂料商務(wù)總?cè)海?25412434 | 涂料商務(wù)總?cè)海?25412434
站長(zhǎng)信箱:coatingol@163.com | 業(yè)務(wù)QQ: 1561418108 | 電話:15986629950(微信同號(hào))
涂料在線 版權(quán)聲明 | 免責(zé)聲明 | 粵ICP備18041746號(hào) | 涂料在線——涂料、油漆行業(yè)門戶!
監(jiān)督管理局企業(yè)主體身份公示")