

1 前 言
噴涂、刷涂、輥涂、幕涂等都是涂料的不同施工方式,輥涂又可分為同向輥涂、逆向輥涂、小面積輥涂、大面積輥涂。眾所周知,隨涂布方式不同,施工工藝條件不同,涂料所形成的濕膜表面狀態就不同,干燥過程中,流平性及產生涂膜各種弊病的原因也隨之而異。本文就馬口鐵片材輥涂過程中涂料流平性的測試儀和測試方法進行討論中國涂料在線coatingol.com。測定涂料流平性的方法是國標GB 1750 —79 ,此方法不適用于測定馬口鐵片材涂料流平性。因為GB1750 —79 中采用的是刷涂和噴涂,而馬口鐵片材則采用輥涂。刷涂所形成的刷痕基本上是平行的凸凹痕,噴涂形成點痕,這兩種涂布方法所形成的痕比較均勻,痕與痕很相似,所形成的涂膜厚度在25μm 以上,而輥涂所形成的痕象樹皮一樣,長短不一,深淺不同,比以上兩種痕復雜得多,且涂膜厚度8~12μm ,比25μm 薄得多。
由關系式
(式中, a0 為初始振幅;at 為經時間t 時的振幅; h 為涂層平均厚度;λ為波長;r 為涂料表面張力;η為涂料粘度;Δt 為流平時間) 可知,涂層的厚度和波長對流平過程影響很大,厚度為3 次方,波長為4 次方,若其他參數不變,涂層厚度增加一倍,流平時間縮短1/ 8 ;反之,厚度減半,流平時間增加8 倍。當波長增加1 倍,流平時間增加16倍;反之,波長減半,流平時間縮短16 倍。根據因次分析所得關系式t =η·L/ r (其中,t 為流平時間;L 為刷痕形狀) 可知,流平時間與刷痕密切相關。輥涂形成的涂膜厚度只有刷涂和噴涂的一半,且痕跡完全不同,所以用GB 1750 —79 方法測定的涂料流平性完全不能說明其在生產應用中的流平性,為了使測定結果與實際應用相一致,我們設計了輥涂涂料流平性測試儀,建立了輥涂涂料流平性測試方法。
2 輥涂涂料流平性測試儀
對于輥涂涂料來說,流平性的好壞非常重要,流平不好的涂料,形成的涂膜厚度不均、遮蓋力差,消耗大,成本高,輥涂出的圖案顏色深淺不一、明暗相間、次品率高,對后加工也有不良影響。由于GB 1750 —79 不能用于評定輥涂涂料的流平性,為了找到一個更好的測試流平性方法,我們深入印鐵生產第一線,仔細觀察、研究大生產時涂膜狀態以及涂膜形成原理及特點,設計和制造了簡單、實用的流平性測試儀(見圖1) ,能形成厚度及形態與生產實際相同的涂膜。
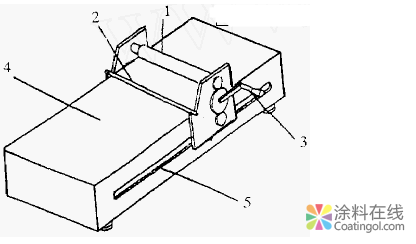
1 —橡皮輥;2 —涂桿;3 —手柄;4 —試片固定面;5 —導軌
圖1 輥涂涂料流平性測試儀
3 輥涂涂料流平測試方法
3. 1 測試儀器設備、材料
輥涂流平測試儀;MIKROTEST 測厚儀;恒溫烘箱(0~250 ℃) ;烘架定時鐘(0~60 min) ;涂- 4 杯;秒表;溫度計(0~100 ℃) ;待測涂料(200 ml) ;馬口鐵板120 mm ×180 mm ×0. 2 mm。
3. 2 試驗方法
按GB 1723 —79《涂料粘度測定法》測定待測涂料常溫下粘度。將干凈的馬口鐵片置于輥涂流平測試儀上固定好,將一定量的待測涂料置于馬口鐵片靠近輥的一端,勻速搖動手輪,在鐵片上形成厚度和輥痕形態與生產實際相近的涂膜。取下鐵片,置于烘架,放入已調好溫度的烘箱烘烤,調好定時鐘,鐘響即取出鐵片,冷卻。用測厚儀測定涂膜厚度。在充足的光源下,取不同的角度觀察涂膜的流平性。
3. 3 涂料流平性評價
被評價的涂膜厚度8~15μm。涂膜表面輥痕明顯,與剛輥涂出的形態相同,象樹皮一樣,露底嚴重,手摸有凸凹不平的感覺,則流平差;涂膜表面輥痕明顯,但輥痕較淺、較疏、有露底,手感基本平滑,則流平不合格;涂膜表面輥痕少、短、淺,稍有露底,手感平滑,則流平合格;涂膜表面基本無輥痕、不露底、手感平滑,則流平好。
4 輥涂涂料流平性測試儀及測試方法的驗證
4. 1 適應性
選用一種經實際生產證明流平性不好的白涂料,分別按GB 1750 —79 方法和本文介紹的方法測定其流平性,結果見表1 。
表1 白色聚酯磁漆流平性測試
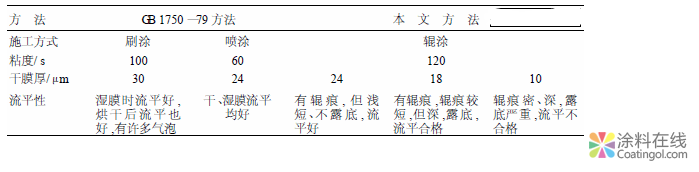
刷涂和噴涂對涂料的粘度有限制,為了保證刷涂和噴涂順利進行,涂料的粘度必須在一個較低的范圍內,而輥涂卻不受限制,只要涂料流平好,粘度高也沒關系。在實際應用中,國標GB 1750 —79 測試條件有局限性。按GB 1750 —79 測試要求配制的涂料難以得到12μm 以下的涂膜,而實際應用中,一般輥涂涂膜的厚度6~18μm ,以10~12μm 為多見。而按GB1750 —79 測試要求配制的涂料形成的涂膜厚度卻超出此實用范圍(見表1) ,分別為24μm 和30μm。在此條件下涂料的流平性當然好,因為涂膜的流平時間與厚度3 次方成反比。換言之,按GB 1750 —79 能測定出的流平性合格的膜厚在實際輥涂中是不允許的。同一涂料按GB 1750 —79 測定,由于按其測試要求配制的涂料粘度低,涂膜厚,因而流平性合格;而用本文介紹的方法測定,則結論可能會不相同;涂膜厚時流平合格,涂膜薄時流平卻不合格。本測試儀測定涂膜的膜厚范圍是5~30μm ,更適于評定輥涂涂料的流平性。
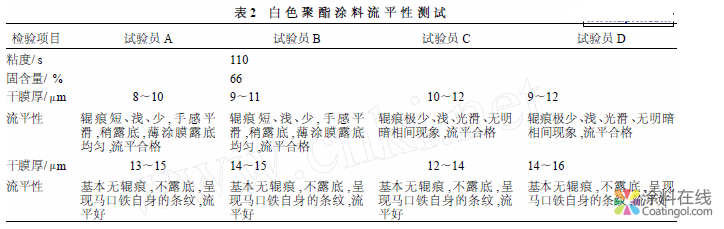
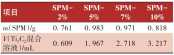
4. 2 準確性
為檢驗此測試儀的準確性,由不同的測試人員按本文方法測定涂料的流平性,結果見表2 。
把用本文方法測試流平性好的涂料拿到生產線上試機,觀察涂料在實際應用中的流平性,檢驗實驗室測試結果與生產實際情況是否一致。試機過程中,通過調整涂料粘度和涂膜厚度來評價涂料流平性,結果見表3 。
表3 白色丙烯酸涂料流平性測試
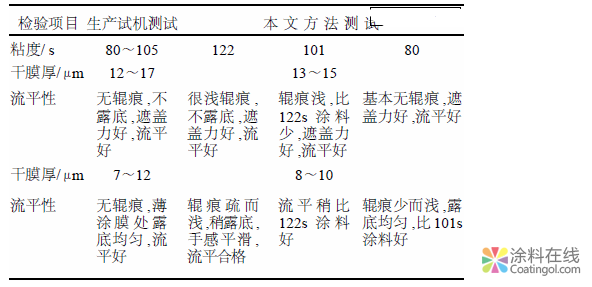
注: ①生產試機的粘度與實驗室測試粘度不同是因環境溫度不同所致。
②干膜厚度不同,且生產試機相差較大,是因為生產試機復雜,不可能將厚度控制在1~2μm ,同塊鐵板膜厚相差5 μm 屬正常現象。
③生產試機的流平性比實驗室的好,是因為生產線的烘爐溫度有梯度,有利于流平,而實驗室烘箱是恒溫的。試驗室的結果與生產是一致的。
從表2 和表3 可見,用本文介紹的測試儀和方法所測試涂料的流平性重復性好,與生產實際情況相符。
5 結語
(1) 輥涂涂料流平性測試儀能形成厚度和幾何形態與實際生產情況極為相似的涂膜,影響流平性因素基本相同,烘干過程中,涂膜內部的微觀運動大致相同,最終形成的涂膜表面狀況與生產實際極為相似。此種測試儀和方法非常適于評價輥涂涂料的流平性。
(2) 輥涂涂料流平性測試儀和測試方法重復性好,準確性高,可正確評價輥涂涂料流平性。
 室溫自修復柔性導熱Ti3C2/聚氨酯復合材料的制備及性能研究
室溫自修復柔性導熱Ti3C2/聚氨酯復合材料的制備及性能研究
 守護全家健康!三棵樹鮮呼吸煥新居系列重磅上市!
守護全家健康!三棵樹鮮呼吸煥新居系列重磅上市!
 建筑涂料、工業涂料有害物質限量強制性國家標準升級
建筑涂料、工業涂料有害物質限量強制性國家標準升級
 GB/T 5210-2006 / ISO 4624:2002《色漆和清漆 拉開法附著力試驗》標準簡介
GB/T 5210-2006 / ISO 4624:2002《色漆和清漆 拉開法附著力試驗》標準簡介
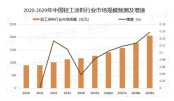
 6月份粉末涂料主要原料運行及走勢分析
6月份粉末涂料主要原料運行及走勢分析
 戶內低溫消光平面粉末的制備及影響因素的探討
戶內低溫消光平面粉末的制備及影響因素的探討
 廝殺慘烈的仿石漆市場,正在迎來分水嶺?
廝殺慘烈的仿石漆市場,正在迎來分水嶺?
 破解涂裝困局!我國汽車水性低溫一體化技術邁入先進行列!
破解涂裝困局!我國汽車水性低溫一體化技術邁入先進行列!
 9.37億美元,3C涂料借技術創新與可持續轉型重塑電子制造競爭格局!
9.37億美元,3C涂料借技術創新與可持續轉型重塑電子制造競爭格局!
 船舶“隱形鎧甲”的秘密:解碼船舶涂料的關鍵作用!
船舶“隱形鎧甲”的秘密:解碼船舶涂料的關鍵作用!
 中國輕工涂料:不能忽視的千億“賽道”!
中國輕工涂料:不能忽視的千億“賽道”!
 福建日報丨踐行“雙碳”戰略:三棵樹仿石漆引領建筑涂料綠色革命
福建日報丨踐行“雙碳”戰略:三棵樹仿石漆引領建筑涂料綠色革命
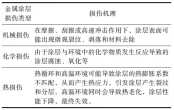 多功能復合金屬涂層損傷檢測與評價研究進展
多功能復合金屬涂層損傷檢測與評價研究進展
 首個低碳生物基水性木器漆行業共識,為涂料行業帶來了什么?
首個低碳生物基水性木器漆行業共識,為涂料行業帶來了什么?

主辦單位:中國住建部建筑涂料工程研究中心 | 合作單位:《中國建筑色卡》項目組
涂料技術總群:215349093 | 涂料商務總群:325412434 | 涂料商務總群:325412434
站長信箱:coatingol@163.com | 業務QQ: 1561418108 | 電話:15986629950(微信同號)
涂料在線 版權聲明 | 免責聲明 | 粵ICP備18041746號 | 涂料在線——涂料、油漆行業門戶!
