

隱身性能是新一代戰機設計要求的重要指標,雷達隱身涂層由于吸波效果好、工藝簡單、施工方便等特點,成為現代隱身技術的重要組成部分。涂層厚度作為隱身涂層施工過程的主要控制參數,直接影響產品的隱身性能和機械性能,因此隱身涂層的厚度檢測至關重要。本文基于隱身涂層的材料屬性及涂層測厚技術的現狀,介紹了幾種雷達隱身涂層測厚方法,闡述了各種測厚技術的測量原理、檢測過程及應用與發展前景涂料在線coatingol.com。并結合隱身技術發展需求,簡要分析了隱身涂層測厚技術的發展趨勢。
0 前言
隱身技術能極大地提高作戰平臺及武器系統的突防能力、生存能力和作戰效果,取得戰略、戰術和技術諸方面的主動優勢,成為了現代國防領域研究的關鍵技術。在現代戰爭中,雷達是探測目標最可靠的手段,因此雷達隱身技術仍是隱身技術的重點[1-3]。雷達散射截面是表征目標對雷達波散射能力的度量,飛行器雷達隱身技術主要通過減弱、散射、抑制、吸收入射的雷達波,降低雷達回波強度,實現降低目標的雷達散射截面積(Radar Cross Section,簡稱RCS)的目的。
外形結構設計和隱身材料應用是實現雷達隱身的主要技術途徑。前者通過改變飛行器的外形結構,減弱或消除散射源,大幅度縮減目標的RCS,但該方法難度大成本高,并且會影響飛行器的氣動性能和強度,因此具有很大的局限性[4-5]。雷達隱身材料主要通過吸收、衰減入射的電磁波,將其電磁能轉換為熱能而損耗掉或使其產生干涉相消,實現目標的雷達隱身性能,是目前飛機隱身研究及應用的關鍵技術之一[6-7]。雷達吸波涂層由于其工藝簡單、施工方便、成本較低、效果顯著和對目標外形適應性強等優點,成為飛機上使用最為廣泛的一種隱身材料[8-9]。隱身性能是雷達吸波涂層的核心性能,而涂層厚度是衡量吸波涂層性能的重要參數。涂層過薄,入射的電磁波不能被快速損耗吸收,吸波性能不滿足指標要求,涂層過厚,不僅增加負荷重量,還會影響結合強度,降低涂層的機械性能[10-11]。因此,雷達吸波涂層在工程應用中,必須對涂層厚度進行嚴格控制。
磁性吸波涂層是目前隱身飛機應用最廣泛的雷達吸波材料[12],能夠吸收、損耗電磁波,為滿足不同部位對隱身性能指標的要求,其施工厚度一般不低于0.3mm,因此傳統涂層測厚設備不滿足吸波涂層厚度的測量要求。本文基于雷達吸波涂層的特性及現有測厚技術,介紹了幾種隱身涂層的測厚方法,包括實驗室應用較多的重量法和金相顯微鏡法,已實現工程應用的渦流測厚法和超聲測厚法,以及目前處于實驗室探索階段的電磁感應測厚法、光熱輻射測厚法和太赫茲測厚法。本文分析比較了上述幾種測厚方法的特點,簡述了檢測原理,優缺點,應用現狀及發展趨勢,并結合現代隱身技術的發展方向,分析了雷達吸波涂層測厚技術的發展趨勢。
1 雷達隱身涂層厚度檢測技術
1.1 重量法
重量法主要是基于雷達吸波涂層比重大,高揮發性溶劑含量較少,噴涂前后質量變化明顯的特點,通過稱量標準試樣噴涂前后的重量值,然后依據涂層重量、密度及體積關系間接計算涂層厚度的方法。
重量法可通過噴涂過程的重量測量,計算每遍噴涂的厚度,進而預估涂層達到規定厚度需要噴涂的次數,實現涂層施工過程的厚度控制。但該方法的測量誤差較大,其測量結果為整體涂層的平均厚度,因此對噴涂過程控制要求嚴格,必須保證涂層涂覆均勻,且試件表面平整、不易產生漆料堆積的結構。稱重法主要測量平板試片表面的涂層厚度,一般適用于實驗室或工程應用前期工藝摸索階段的吸波涂層厚度檢測。
1.2 金相顯微鏡法
金相顯微鏡法測量涂層厚度屬于破壞性檢測,需要通過切割試樣,對測量截面做90°加工,然后通過光學顯微鏡測量截面處涂層的厚度。利用金相法測量涂層厚度,主要包括金相制樣和光學檢測兩步[13]。金相試樣的制備質量直接影響測量的結果的準確性,試樣制備主要包括切割、鑲嵌、研磨及拋光四步,拋光后的試樣截面需具備高度的平整性,以便于顯微鏡下觀察、分析。測量時,首先將試樣置于載物臺,然后利用數碼相機取相,再利用專用軟件進行涂層的測量,一般需多次測量,取平均值[14-15]。
金相顯微鏡法屬于光學測厚法,涂裝的基材需易于切割,且基體與涂層間具有清晰界面[16]。金相法可用于不同基體表面涂層厚度的測量,其測量精度較高,適用范圍廣,并且可以同時檢測截面涂層的均勻性及內部質量,但其操作過程受檢測者的主觀影響較大,易出現操作誤差。另外因儀器校準、試樣打磨及鑲嵌等過程較繁瑣,導致測試周期長,成本高,并且該測厚方法屬于破壞性測量,因此一般用于實驗室測量吸波涂層厚度。
1.3 渦流測厚法
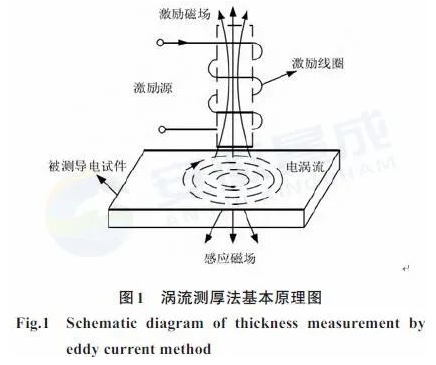
渦流測厚法檢測涂層厚度主要基于提離效應,是測量非磁性金屬基材表面絕緣涂層厚度的常用方法。其檢測原理如圖1所示[17],利用高頻交變電流在測量探頭的線圈中產生電磁場,探頭與涂層接觸,涂層下的金屬基體產生電渦流,感生渦流對探頭線圈產生反饋,反饋阻抗的大小表征了涂層的厚度[18-20]。雷達吸波涂層雖然有一定的導電性,但其與金屬基體材料的電導率有顯著差別,因此可基于渦流測厚原理,通過分析、校準,實現了金屬基體表面雷達吸波涂層的厚度測量[21-22]。
渦流測厚儀設備輕便,操作簡單,可靠性較高,是工程中吸波涂層測厚最常用的方法,測量前先用同種吸波涂層的標準試塊進行校準,然后直接對試件進行測量。目前,渦流測厚儀主要用于鋁合金基材上吸波涂層的厚度測量,對于復合材料基體表面的涂層,需采用掛片的方式間接測量。渦流測厚法存在邊緣效應,其測量精度受試樣曲率和涂層表面粗糙度影響較大[23]。另外,現有渦流測厚儀主要為手持式,整機測量人工勞動強度大,效率低,周期長,且不滿足新一代戰機整體表面的隱身涂層測厚要求。
1.4 超聲測厚法
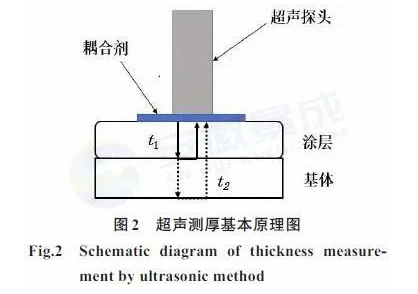
超聲測厚法主要是依據超聲傳播機理,超聲波波長較短,具有良好的穿透性。目前應用最普遍的超聲測厚儀主要基于超聲脈沖反射技術,其測量原理如圖2所示。超聲探頭發射出的聲波通過耦合劑入射到待測涂層試件時,聲波在被測涂層的上、下界面處均產生反射回波,超聲探頭接收界面的反射回波,根據反射回波的時間差及聲波在涂層中的傳輸速度即可計算涂層厚度[24-25]。超聲檢測技術在雷達吸波涂層測厚方面的研究較早[26-27],該方法測量過程不受基體和涂層電學及磁學性能影響,可直接測量金屬和復合材料基體表面吸波涂層厚度,并且可實現多層涂層厚度的同時測量。
超聲檢測技術是目前應用最廣泛的無損檢測技術之一,并且已研制了適用于雷達吸波涂層厚度測量的超聲檢測設備,其測量的靈敏度較高,設備便攜,成本較低,已實現了工程應用。超聲測厚設備雖然理論上可實現對多層涂層厚度的同時測量,但由于界面的多次反射及聲波在介質中的散射損耗,實際應用中暫不滿足多涂層的測厚需求,并且當吸波涂層厚度小于500μm時,相鄰界面的反射回波易產生重疊,造成測量困難。超聲測厚設備的測量精度受界面粗糙度及材料的內部質量影響較大,并且測量過程中,超聲探頭需要通過耦合劑與工件接觸,容易造成操作不便,一定程度上限制了其工程中的應用。
1.5 磁感應測厚法
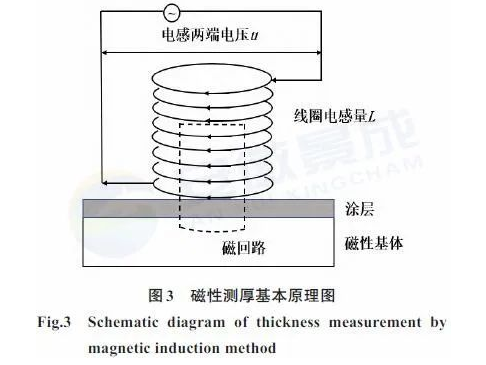
傳統磁性測厚儀主要基于磁感應原理,利用涂層改變線圈的磁感應強度,實現涂層的厚度測量,主要適用于磁性基體表面非磁性涂層的厚度測量[28-29],具體測量原理如圖3所示。測量過程磁性探頭與磁性金屬基體構成一個閉合的磁回路,而由于基體表面非導磁性涂層的存在,導致磁路中磁阻變大,線圈的電感量變小,通過測量變化值,可推算涂層的厚度。由于雷達吸波涂層具有高導磁特性,會引起電磁場中磁感應強度的變化,另外,由于飛機基體材料主要為非磁性的鋁合金和復合材料,傳統磁感應測厚儀不適用吸波涂層的厚度測量。而雷達吸收涂層可看作具有一定磁導率的均勻電磁損耗材料,可通過磁場理論,分析磁性吸波涂層對磁感應強度的影響,擬合阻抗信號與涂層厚度的關系曲線,實現吸波涂層厚度的磁性測量。
磁感應測厚法可實現不同基材吸波涂層厚度檢測,但需先確定涂層厚度與對應磁感應強度之間的對應關系,進而計算測量點處涂層厚度。程玉華等[30]基于電磁感應原理,采用變磁阻式探頭,通過分析計算導磁性涂層對探頭磁阻變化的影響,實現了復合材料表面雷達吸波涂層的厚度測量。林科培等[31]依據磁飽和檢測方法,確定涂層厚度與檢測點的電磁強度關系,通過施加外加磁場,測量檢測點的磁感應強度,反推涂層厚度,驗證了雷達吸波涂層與紅外涂層厚度同時測量的可行性。利用磁感應測厚時,測量點的選擇、基材的導電性及曲率、涂層表面粗糙度等因素直接影響測量的精度。目前,該方法在吸波涂層測厚領域仍處于研究階段,減少環境因素影響,提高測量精度及設備的便攜性是后續研究應用的重點。
1.6 光熱輻射測厚法
光熱輻射測厚法主要是基于紅外熱傳導和熱輻射理論,是一種主動式紅外熱像無損檢測技術[32-33]。通過激勵源對待測涂層表面進行加熱,熱量由涂層表面向內部傳導,由于涂層厚度遠小于試樣橫向尺寸,熱流在涂層內部近似為厚度方向的一維傳導,因此熱流傳導時間與涂層厚度成正比。利用紅外熱像儀檢測涂層表面溫度變化并獲得涂層紅外熱圖序列,將圖像序列特征時間與標準試樣進行擬合、計算,獲得涂層厚度[34]。
光熱輻射測厚技術理論上可用于吸波涂層的厚度測量,并可實現多層涂層厚度的同時測量。其檢測速度快,觀測面積大,并且屬于非接觸式測量,可用于干漆膜和濕漆膜的厚度測量,滿足工業測厚要求[35-37]。光熱輻射技術在無損檢測方面已得到廣泛應用,并且可實現吸波涂層缺陷的無損檢測[38],但其在涂層測厚方面的研究仍處于起步階段。由于漆層厚度相對較薄,熱信號變化迅速,并且熱流的多次反射會影響涂層表面溫度信號,因此對熱激勵源和熱像儀的要求較高,并且測量精度受涂層粗糙度和環境因素影響較大。
1.7 太赫茲測厚法
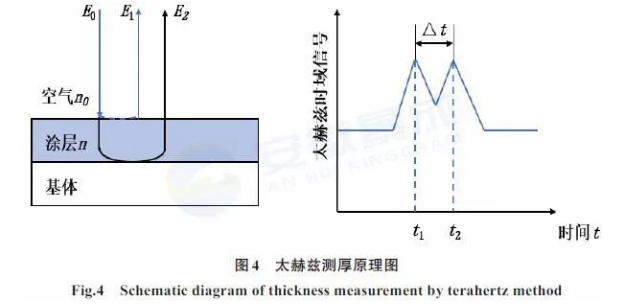
太赫茲波是指頻率在0.1~10THz波段的電磁波,由于其具有穿透性強、定向性好、抗干擾性強、分辨率及安全性高等優勢,成為目前涂層測厚方面研究的熱點[39]。太赫茲測厚法主要基于飛行時間原理,利用太赫茲波透射或反射的傳播形式進行厚度測量。目前,研究較多的為反射回波測厚技術,其測量原理如圖4所示。電磁波在介質中傳播,不同介質由于折射率的差異,發生界面反射,反射回波的時間差與涂層厚度成線性關系。因此通過建立涂層厚度的太赫茲脈沖光譜,測量反射波的波形變化,根據涂層折射率和光速即可計算涂層厚度。
太赫茲測厚技術滿足涂層厚度的非接觸檢測,并且測量精度高,可同時實現多層測量、漆層質量及涂層下缺陷的無損檢測。國外對太赫茲涂層測厚技術的研究較早[40-42],并且已應用到雷達隱身涂層測厚及質量檢測中,但由于保密性,暫無該方面的詳細報道。國內關于太赫茲測厚技術目前仍處于起步階段,何明霞等[43-44]測量了多涂層體系的太赫茲波形,實現了最多三層漆層厚度的同時測量,并利用隨機優化算法,驗證了微米級涂層厚度測量的可行性。董海龍等[45]利用太赫茲測厚技術,實現了低發紅外隱身涂層的厚度測量。涂婉麗等[46]基于太赫茲波脈沖檢測技術實現了船舶涂層厚度的定量分析,并評估了涂層內部氣孔等缺陷。太赫茲技術是國內外無損檢測領域重要的研究方向[47],利用太赫茲技術實現雷達吸波涂層的非接觸式測厚具有非常大的應用前景。目前國內太赫茲測厚技術仍處于實驗室研究階段,檢測結果受限于漆料種類及漆層厚度,測量精度、檢測效率及操作便捷性等方面均有待進一步提高。
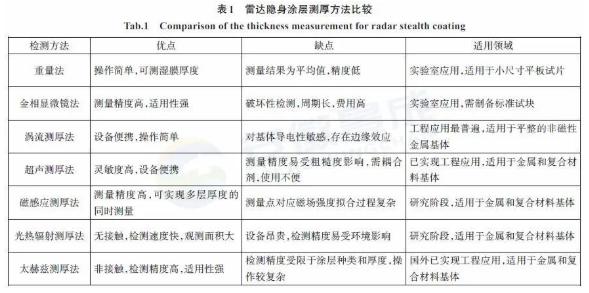
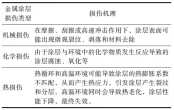
上述介紹的7種雷達隱身涂層的測厚方法和檢測技術的優、缺點以及適用領域的對比總結如表1所示。
2雷達隱身測厚技術的發展方向
雷達隱身涂層作為影響現代戰機隱身性能的核心因素,有效控制涂層厚度的完整性及均勻性是實現隱身性能的基礎。結合目前國內外雷達隱身技術的發展形式,簡要分析了目前隱身涂層測厚技術的應用需求及發展方向。
(1)滿足飛機不同基體材料及結構形式的涂層測厚要求。隨著機體結構輕質化、模塊化的發展要求,復合材料廣泛應用于飛機結構,復合材料、鋁、鋼和鈦是現代戰機的主要結構材料[48],實現不同基材上隱身涂層的厚度測量具有重要應用價值。另外,為滿足外形隱身要求,現代戰機均采用斜置外形設計,大后略角式機翼及蛇形進氣道等結構[49],隱身涂層厚度測量覆蓋全機,因此,隱身涂層測厚技術需滿足不同部位的精度要求。
(2)具備多層涂層體系的單層測厚能力。目前,多頻譜隱身涂層體系發展迅速,涉及的隱身涂層通常包含雷達隱身涂層、紅外隱身涂層及可見光等[50],厚度從幾十微米到數百微米,為實現隱身性能并滿足重量要求,需嚴格控制每層厚度,因此,實現不同涂層厚度的同時測量具有重要意義。
(3)實現生產現場隱身涂層厚度的非接觸、高精度、高效率的在線測量。現有隱身涂層無損測厚設備均為涂層的點測量,實際操作中,需先確定測厚點,然后逐點測量,針對整機測厚,操作難度大,周期長。隨著進入工業4.0時代,通過區域掃描成像,實現整體涂層厚度的高精在線測量是未來的發展趨勢。
(4)兼具隱身涂層厚度和質量無損檢測的能力。隱身涂層結構復雜,涂層較厚,涂覆過程易引起厚度不均、內部開裂、氣孔等缺陷,直接影響隱身性能和使用壽命,實現涂層厚度和質量的同時檢測具有重要意義。
3 總結
雷達隱身涂層是飛機的重要隱身技術之一,而涂層厚度直接影響材料的隱身性能,本文綜述了幾種雷達隱身涂層的測厚方法,這些方法同樣適用于其他涂層的厚度檢測。目前,涂層厚度檢測在工程應用中還存在一定的局限性,基于飛機隱身技術的發展需求及涂層測厚技術的發展水平,滿足不同基材、不同結構表面隱身涂層的測厚需求,具備多層涂層體系的單層測厚能力,實現工程應用中高效、高精度的在線測量以及涂層厚度和質量的同時檢測是隱身涂層測厚技術的未來發展趨勢。
 新華網 | 8小時“馬上住”新家?三棵樹的底氣來源于哪里?
新華網 | 8小時“馬上住”新家?三棵樹的底氣來源于哪里?
 室溫自修復柔性導熱Ti3C2/聚氨酯復合材料的制備及性能研究
室溫自修復柔性導熱Ti3C2/聚氨酯復合材料的制備及性能研究
 守護全家健康!三棵樹鮮呼吸煥新居系列重磅上市!
守護全家健康!三棵樹鮮呼吸煥新居系列重磅上市!
 建筑涂料、工業涂料有害物質限量強制性國家標準升級
建筑涂料、工業涂料有害物質限量強制性國家標準升級
 GB/T 5210-2006 / ISO 4624:2002《色漆和清漆 拉開法附著力試驗》標準簡介
GB/T 5210-2006 / ISO 4624:2002《色漆和清漆 拉開法附著力試驗》標準簡介
 6月份粉末涂料主要原料運行及走勢分析
6月份粉末涂料主要原料運行及走勢分析
 戶內低溫消光平面粉末的制備及影響因素的探討
戶內低溫消光平面粉末的制備及影響因素的探討
 廝殺慘烈的仿石漆市場,正在迎來分水嶺?
廝殺慘烈的仿石漆市場,正在迎來分水嶺?
 破解涂裝困局!我國汽車水性低溫一體化技術邁入先進行列!
破解涂裝困局!我國汽車水性低溫一體化技術邁入先進行列!
 9.37億美元,3C涂料借技術創新與可持續轉型重塑電子制造競爭格局!
9.37億美元,3C涂料借技術創新與可持續轉型重塑電子制造競爭格局!
 船舶“隱形鎧甲”的秘密:解碼船舶涂料的關鍵作用!
船舶“隱形鎧甲”的秘密:解碼船舶涂料的關鍵作用!
 中國輕工涂料:不能忽視的千億“賽道”!
中國輕工涂料:不能忽視的千億“賽道”!
 福建日報丨踐行“雙碳”戰略:三棵樹仿石漆引領建筑涂料綠色革命
福建日報丨踐行“雙碳”戰略:三棵樹仿石漆引領建筑涂料綠色革命
 多功能復合金屬涂層損傷檢測與評價研究進展
多功能復合金屬涂層損傷檢測與評價研究進展

主辦單位:中國住建部建筑涂料工程研究中心 | 合作單位:《中國建筑色卡》項目組
涂料技術總群:215349093 | 涂料商務總群:325412434 | 涂料商務總群:325412434
站長信箱:coatingol@163.com | 業務QQ: 1561418108 | 電話:15986629950(微信同號)
涂料在線 版權聲明 | 免責聲明 | 粵ICP備18041746號 | 涂料在線——涂料、油漆行業門戶!
