

摘要:
本實驗開發了一款符合REACH法規對高關注物質要求的環保型高流平可厚涂的粉末涂料,且該涂料成本符合市場需求。目前本體系選擇聚酯-HAA固化體系。但HAA固化體系相比于TGIC體系的產品橘皮較嚴重、機械性能較差、厚涂易出現針孔、容易黃變、分散較困難容易出現霧影等問題涂料在線coatingol.com。本實驗通過選擇黏度在14000-16000、酸值在28-32的聚酯A來改善涂層橘皮和針孔的問題;通過添加少量柔韌性較好的聚酯C(聚酯A:聚酯C=8:2質量比)來改善涂層機械性能;通過選擇分散性較好的沉淀硫酸鋇來改善涂層清晰度;最后通過加入脫氣性較好的酰胺蠟助劑使其可以在140μm以下不出現針孔。
關鍵詞:HAA固化;高流平;厚涂;橘皮
0 引言
目前,戶外純聚酯粉末涂料使用的固化劑主要有異氰脲酸三縮水甘油酯(TGIC)和β-羥烷基酰胺(HAA)。其中TGIC毒性較大,對皮膚有刺激性,又有基因誘變的毒性,受到環保壓力的影響,越來越多的國家對其限制使用。而HAA體系在健康環保上有優勢,但在使用過程中會出現一些性能缺陷,限制其使用。
HAA在固化聚酯的過程中會生成釋放水分子,導致涂層過厚容易出現針孔。同時分子結構中有2個裸露的氮原子,使得它較易被氧化而失去穩定性,因此相比TGIC更易出現高溫黃變,并且現在大部分涂裝廠選擇天然氣做為熱媒介質固化,HAA的黃變現象則更加突出。由于HAA分子結構中有4個官能團,相比TGIC分子結構中的3個官能團,具有更強的反應活性,在沒有催化的情況下,HAA的固化速度要比TGIC快很多,其次HAA的官能團與聚酯樹脂的羧基反應目前還沒有較合適的催化劑來調節其反應速率,因此選擇合適的聚酯樹脂顯得尤為重要。HAA固化劑熔點較高,一般高于120℃,且與聚酯樹脂的相容性極差,因此為提高HAA在粉末涂料中的混合分散,一般擠出溫度最好控制在120℃以上,但擠出溫度長時間高于130℃容易出現膠化現象,同時擠出溫度比聚酯軟化點溫度高太多會導致粘度偏低,剪切力下降,顏填料的熔融混煉效果變差,容易出現發霧、光澤低的問題。因此推薦選擇軟化點在115-120℃的聚酯,擠出溫度控制在120-125℃。對涂層表面清晰度要求特別高的產品,可以通過在擠出過程中增加喂料速度,提高螺膛內的物料充斥來增加螺桿剪切,提高熔融混煉效果圖片。
雖然HAA固化粉末涂料存在著以上種種缺陷,但隨著國內外對健康環保的要求越來越嚴格,特別是歐盟REACH法規對TGIC固化劑的限制性使用,因此對于開發出一款符合歐盟REACH法規,并且能夠適當克服上述缺陷的粉末涂料顯得尤為重要。
1實驗部分
1.1 實驗原材料
聚酯樹脂(A、B、C、D、E):新中法高分子材料股份有限公司;HAA(A、B、C、D):EMS、黃山華惠、寧波維楷、諾伊森;流平劑(PV88):埃斯特綸貿易(上海)有限公司;安息香:肇慶市十盈實業有限公司;脫氣消泡劑((A、B、C):翁開爾、上海央吉、杭州瑞科;沉淀硫酸鋇(A、B、C):陜西富化化工有限責任公司、宜昌中泰新材料有限公司、廣東十全超微科技有限公司;顏料(F5RK紅、DPP紅、鈦白粉)等,以上原材料均符合歐盟REACH法規。
1.2 實驗設備
單螺桿擠出機(KN30):煙臺超運粉末機械有限公司;高速粉碎機:上海淀久中藥機械制造有限公司;高壓靜電噴槍(K801):大韓化工(亞太)有限公司(KCI);鼓風干燥箱(LC-223):上海愛斯佩克環境設備有限公司;漆膜沖擊器(BGD301):廣州標格達實驗室儀器用品有限公司;光澤度計(WGG60-Y4):科仕佳光電儀器有限公司;色差儀:Data color 200SAV,美國;覆層厚度測量儀:(QNIX4500),德國等。
1.3 粉末涂料及涂層的制備
按預設配方稱取各原料,用預混機預混后使用單螺桿擠出機在設定的溫度及轉速條件下將物料熔融擠出,擠出的片料經冷卻、粉碎、過篩后得到的細粉在經過高壓靜電噴槍噴涂到經過表面處理的底材上,噴涂完成后放入烘箱在190℃*15min條件下完成烘烤,然后對固化完成的涂層進行各項性能測試。
1.4 粉末涂料及粉末原材料指標測試方法
1.4.1粉末原材料指標測試標準
表1 聚酯原材料指標測定
測試項目 | 檢測標準 |
酸值mgKOH/g | GB/T 6743-2008 |
黏度(175℃)/(mPa·s) | GB/T 9751.1-2008 |
軟化點/℃ | GB/T 9284.1-2015 |
表2 HAA固化劑指標測定
測試項目 | 檢測標準 |
熔點/℃ | GB/T 617-2006 |
羥基當量g/mol羥基 | GB/T 27807-2011 |
表3 硫酸鋇指標測定
測試項目 | 檢測標準 |
吸油量g/100g | GB/T 5211.15-2014 |
粒徑D50(μm) | GB/T 2899-2017 |
1.4.2粉末涂料性能測試
沖擊性能按照GB/T 1732的標準進行檢測,測試條件在50cm高度、1kg重錘下出現裂紋的膜厚,出現裂紋為-、未出現裂紋為+;光澤按照GB/T 9754的標準進行檢測;膠化時間按照ISO 8130-6:1992的標準進行檢測;涂層表面平整性以與PCI標準板對照評級為主;耐高溫抗黃變測試方法主要是通過選擇三塊固化后樣板在色差儀上分別錄入標準色,然后將測定好樣板放入烘箱在220℃*30min條件下烘烤完成后分別測定黃變值Δb;涂層開始出現針孔的膜厚測定,是通過選取三塊出現針孔的樣板,分別測試其開始出現針孔的大致膜厚進行綜合評估;涂層清晰度以目測為主。
2 結果與討論
2.1 聚酯樹脂的選擇
表4 聚酯樹脂的選擇
配方 | 聚酯A | 聚酯B | 聚酯C | 聚酯D | 0.8聚酯A+0.2聚酯E |
聚酯 | 285 | 285 | 285 | 285 | 285 |
固化劑A | 15 | 15 | 15 | 15 | 15 |
PV88流平劑 | 4.5 | 4.5 | 4.5 | 4.5 | 4.5 |
安息香 | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 |
沉淀硫酸鋇A | 175 | 175 | 175 | 175 | 175 |
顏料 | 18 | 18 | 18 | 18 | 18 |
測試指標及項目 | 測試結果 | ||||
酸值KOH/(mg/g) | 30.2 | 34.1 | 33.2 | 32.1 | |
黏度(175℃)/(mPa·s) | 15240 | 17500 | 15500 | 14300 | |
軟化點/℃ | 115 | 118 | 117 | 114 | |
流平(膜厚80-100μm) | 5+ | 4- | 5- | 5- | 5 |
膠化時間/s | 192 | 117 | 145 | 133 | 159 |
光澤(60%) | 94 | 91 | 93 | 93 | 93 |
耐沖擊性50kg*cm | 91-/82- | 97-/81- | 92-/78- | 98-/85- | 95+/81+ |
開始出現針孔的膜厚/μm | 110 | 80 | 90 | 90 | 110 |
備注:聚酯E的酸值:34、黏度:14400、軟化點:115
由表4結果可知,在HAA與聚酯的固化體系中由于當前沒有合適的固化促進劑來調節HAA與聚酯的固化反應速率,因此HAA的固化反應速率主要受到聚酯酸值、HAA的羥值以及聚酯與HAA比值的影響。從表中可以看出,在固化劑及聚酯與固化劑比值一定的情況下,酸值越低其膠化時間就越長。涂層表面流平和出現針孔情況主要受聚酯黏度、膠化時間、涂層膜厚等因素的影響,在A、B、C、D四種聚酯中A聚酯的酸值低、黏度低其膠化時間也短,因此其表面流平相比另外三種聚酯明顯優異的多,同時其開始出現針孔的膜厚與會更厚,有利于改善HAA固化涂層在厚涂時易出現針孔的問題。但聚酯A存在一個缺點就是其沖擊性能還達不到理想的要求,因此為了改善聚酯A涂料體系的沖擊性能,引入柔韌性較好的聚酯E,通過聚酯A配方與0.8聚酯A+0.2聚酯E配方比較可以看出其沖擊性能由原來的正沖90μm、反沖80μm有裂紋改善為正沖90μm、反沖80μm均無裂紋,其沖擊性能得到明顯提升圖片。
2.2 HAA固化劑的選擇
表5 HAA固化劑的選擇
配方 | 固化劑A | 固化劑B | 固化劑C | 固化劑D |
聚酯A | 285 | 285 | 285 | 285 |
固化劑 | 15 | 15 | 15 | 15 |
PV88流平劑 | 4.5 | 4.5 | 4.5 | 4.5 |
安息香 | 2.5 | 2.5 | 2.5 | 2.5 |
沉淀硫酸鋇A | 175 | 175 | 175 | 175 |
顏料 | 18 | 18 | 18 | 18 |
測試指標及項目 | 測試結果 | |||
熔點/℃ | 124 | 123 | 124 | 122 |
羥基當量g/mol羥基 | 82 | 83 | 82 | 84 |
流平(膜厚80-100μm) | 5+ | 5 | 5 | 5 |
膠化時間/s | 190 | 182 | 196 | 175 |
光澤(60%) | 94 | 92 | 93 | 94 |
50kg*cm正沖/反沖 | 91-/82- | 92-/84- | 91-/88- | 96-/86- |
開始出現針孔的膜厚/μm | 110 | 110 | 110 | 110 |
由表5結果可知,其A、B、C、D四種HAA固化劑的指標還是比較接近,制作成涂層后其性能差別也不是特別明顯。
2.3 聚酯與固化劑比值的選擇
表6 聚酯與固化劑比值的選擇
配方 | 96:4 | 95.5:4.5 | 95:5 |
聚酯A | 288 | 286.5 | 285 |
固化劑A | 12 | 13.5 | 15 |
PV88流平劑 | 4.5 | 4.5 | 4.5 |
安息香 | 2.5 | 2.5 | 2.5 |
沉淀硫酸鋇A | 175 | 175 | 175 |
顏料 | 18 | 18 | 18 |
測試指標及項目 | 測試結果 | ||
流平(膜厚80-100μm) | 5+ | 5+ | 5+ |
膠化時間/s | 232 | 219 | 190 |
光澤(60%) | 94 | 95 | 94 |
50kg*cm正沖/反沖 | 90-/81- | 90+/85- | 94-/82- |
開始出現針孔的膜厚/μm | 120 | 120 | 110 |
由表6結果可知,聚酯與固化劑比值逐漸下降其反應速率也逐漸加快,膠化時間降低,厚涂更易出現針孔。在已知聚酯酸值和HAA固化劑羥基當量的情況下可以通過以下公式計算出聚酯與固化劑比值:
羥基當量=56100/羥值圖片 式(1)
聚酯百分比含量=羥值/(酸值+羥值)*100% 圖片 式(2)
聚酯百分比含量指的是聚酯加上HAA固化劑總量為1時,聚酯所占百分比含量。將HAA固化劑羥基當量及聚酯酸值代入式(1)、式(2)中可得聚酯百分比含量=95.8%,一般情況下固化劑會適當多一點,因此合適的聚酯與固化劑比值為95.5/4.5,在固化完全的情況下機械性能相對來說會好一點。
2.4 脫氣消泡劑的選擇
表7 脫氣消泡劑的選擇
配方 | 空白 | 消泡劑A | 消泡劑B | 消泡劑C |
聚酯A | 228 | 228 | 228 | 228 |
聚酯E | 57 | 57 | 57 | 57 |
固化劑A | 15 | 15 | 15 | 15 |
PV88流平劑 | 4.5 | 4.5 | 4.5 | 4.5 |
安息香 | 2.5 | 2.5 | 2.5 | 2.5 |
沉淀硫酸鋇C | 175 | 171 | 171 | 171 |
顏料 | 18 | 18 | 18 | 18 |
消泡劑 | 4 | 4 | 4 | |
測試指標及項目 | 測試結果 | |||
流平(膜厚80-100μm) | 5 | 6 | 5 | 5+ |
膠化時間/s | 157 | 148 | 149 | 152 |
光澤(60%) | 94 | 93 | 92 | 92 |
50kg*cm正沖/反沖 | 90+/82+ | 100+/81+ | 102+/82+ | 99+/91+ |
開始出現針孔的膜厚/μm | 120 | 150 | 130 | 120 |
清晰度 | 優異 | 優異 | 優異 | 優異 |
由表7結果可知,A聚酰胺蠟消泡劑相比于B、C聚乙烯改性蠟對于厚涂抑制針孔的出現更加有利。這幾種消泡劑加入對涂料膠化時間、光澤、機械性能影響均不是特別明顯。蠟系消泡劑加入對涂層表面性能有所提高,特別是酰胺蠟消泡劑對表面提高較明顯,同時對光澤、涂層清晰度影響相對也是最小的。
2.5 填料的選擇
表8 填料的選擇
配方 | 沉淀硫酸鋇A | 沉淀硫酸鋇B | 沉淀硫酸鋇C |
聚酯A | 228 | 228 | 228 |
聚酯E | 57 | 57 | 57 |
固化劑A | 15 | 15 | 15 |
PV88流平劑 | 4.5 | 4.5 | 4.5 |
安息香 | 2.5 | 2.5 | 2.5 |
沉淀硫酸鋇 | 171 | 171 | 171 |
顏料 | 18 | 18 | 18 |
消泡劑A | 4 | 4 | 4 |
測試指標及項目 | 測試結果 | ||
吸油量g/100g | 15 | 17 | 14.5 |
粒徑D50(μm) | 0.75 | 0.37 | 0.3 |
流平(膜厚80-100μm) | 5+ | 5+ | 6 |
膠化時間/s | 150 | 153 | 148 |
光澤(60%) | 92 | 93 | 93 |
50kg*cm正沖/反沖 | 102+/78+ | 101+/84+ | 100+/81+ |
開始出現針孔的膜厚/μm | 140 | 140 | 140 |
清晰度 | 良好 | 良好+ | 優異 |
由表8結果可知,沉淀硫酸鋇C經過合適的表面改性后,其粒徑及吸油量均較低,在粉末涂層體系中分散性能較好,因此相對于其它兩種沉淀硫酸鋇其表面性能、涂層清晰度最優異。
2.6 最終配方性能測試
表9 配方性能測試
配方 | 數量 | |
聚酯A | 228 | |
聚酯E | 57 | |
固化劑A | 15 | |
PV88流平劑 | 4.5 | |
安息香 | 2.5 | |
沉淀硫酸鋇C | 168 | |
顏料 | 18 | |
消泡劑A | 4 | |
測試項目 | 指標要求 | 測試結果 |
流平(膜厚80-100μm) | 5+ | 6 |
膠化時間/s | 實測 | 148 |
光澤(60%) | 90 | 93 |
50kg*cm正沖/反沖 | 100+/80+ | 100+/81+ |
開始出現針孔的膜厚/μm | 130 | 140 |
耐高溫(220℃*30min) ΔE | ≤3 | 1.68 |
清晰度 | 良好+ | 優異 |
中性鹽霧試驗 | 600h其劃線處單向銹蝕≤2.0毫米,未劃線無明顯起泡 | 通過 |
由表9結果可知,通過選擇合適的聚酯、固化劑、填料、助劑以及控制聚酯和固化劑的比例得到的配方基本上滿足了各項理化性能的要求,克服了HAA固化體系中存在的一些問題。
3 結論
本文依據聚酯酸值、黏度、軟化點等參數選擇合適聚酯,同時通過添加少量柔韌性聚酯來改善涂層的機械性能。另外依據聚酯酸值與HAA固化劑羥基當量來選擇合適的聚酯與固化劑的比值。其次通過選擇粒徑偏低的聚酰胺蠟粉來降低熔融涂料體系的黏度,改善涂層的流平,同時依托其向表面的快速遷移來提高體系的脫氣效果。最后通過選擇合適的表面改性的填料,以及合適的擠出工藝(125℃、高速喂料),來提高顏填料在涂層體系的分散,進而改善涂層的清晰度,減少霧影的產生。最終得到了一款符合歐盟REACH法規且表面流平優異、機械性能良好、140μm無針孔、且其他性能基本都還合適的一款產品。
雖然該產品基本上解決了厚涂易出現針孔、表面流平、涂層機械性能等方面問題,但相比于TGIC固化涂層體系其涂層清晰度仍然有所欠缺,同時現在許多涂裝企業選擇天然氣固化的越來越多,而HAA由于自身結構性的問題,淺色涂層的黃變問題也更加突出。傳統1010受阻酚類雖然具有較好的抗高溫性,但在氮氧化物存在下有明顯的泛紅傾向,而單一的168亞磷酸酯類抗氧劑耐高溫性能有所欠缺,因此當前需要找到一款能夠抑制HAA固化涂料在燃氣烘烤下不易黃變的抗氧劑圖片。
參考文獻
[1] 張欣華,邵妃.戶外粉末涂料用低溫固化聚酯樹脂的開發[J].涂料技術與文摘,2014,35(3):14-15.
[2]王潑,謝靜,李勇,劉亮,林文康.聚酯/TGIC型與聚酯/HAA型粉末涂層機械性能對比研究[J].合成材料老化與應用,2018,47(3):33-59.
[3]汪鵬,羅成.抗氧劑和光穩定劑在粉末涂料中的應用探討[J].中國涂料,2013,36(12):67-71.
來源:2021中國粉末涂料與涂裝行業年會
標簽:工業涂料,涂裝應用,技術中心,粉末涂料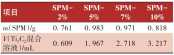 室溫自修復柔性導熱Ti3C2/聚氨酯復合材料的制備及性能研究
室溫自修復柔性導熱Ti3C2/聚氨酯復合材料的制備及性能研究
 守護全家健康!三棵樹鮮呼吸煥新居系列重磅上市!
守護全家健康!三棵樹鮮呼吸煥新居系列重磅上市!
 建筑涂料、工業涂料有害物質限量強制性國家標準升級
建筑涂料、工業涂料有害物質限量強制性國家標準升級
 GB/T 5210-2006 / ISO 4624:2002《色漆和清漆 拉開法附著力試驗》標準簡介
GB/T 5210-2006 / ISO 4624:2002《色漆和清漆 拉開法附著力試驗》標準簡介
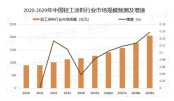
 6月份粉末涂料主要原料運行及走勢分析
6月份粉末涂料主要原料運行及走勢分析
 戶內低溫消光平面粉末的制備及影響因素的探討
戶內低溫消光平面粉末的制備及影響因素的探討
 廝殺慘烈的仿石漆市場,正在迎來分水嶺?
廝殺慘烈的仿石漆市場,正在迎來分水嶺?
 破解涂裝困局!我國汽車水性低溫一體化技術邁入先進行列!
破解涂裝困局!我國汽車水性低溫一體化技術邁入先進行列!
 9.37億美元,3C涂料借技術創新與可持續轉型重塑電子制造競爭格局!
9.37億美元,3C涂料借技術創新與可持續轉型重塑電子制造競爭格局!
 船舶“隱形鎧甲”的秘密:解碼船舶涂料的關鍵作用!
船舶“隱形鎧甲”的秘密:解碼船舶涂料的關鍵作用!
 中國輕工涂料:不能忽視的千億“賽道”!
中國輕工涂料:不能忽視的千億“賽道”!
 福建日報丨踐行“雙碳”戰略:三棵樹仿石漆引領建筑涂料綠色革命
福建日報丨踐行“雙碳”戰略:三棵樹仿石漆引領建筑涂料綠色革命
 多功能復合金屬涂層損傷檢測與評價研究進展
多功能復合金屬涂層損傷檢測與評價研究進展
 首個低碳生物基水性木器漆行業共識,為涂料行業帶來了什么?
首個低碳生物基水性木器漆行業共識,為涂料行業帶來了什么?

主辦單位:中國住建部建筑涂料工程研究中心 | 合作單位:《中國建筑色卡》項目組
涂料技術總群:215349093 | 涂料商務總群:325412434 | 涂料商務總群:325412434
站長信箱:coatingol@163.com | 業務QQ: 1561418108 | 電話:15986629950(微信同號)
涂料在線 版權聲明 | 免責聲明 | 粵ICP備18041746號 | 涂料在線——涂料、油漆行業門戶!
